







发表时间: 2026-04-08 09:42:14
作者: 石油化工设备维护与检修网
浏览: 924
导读:作为替代SHS 01020-2004的最新行业标准,SHS 01020-2019于2019年正式发布实施,本文将结合规程原文与最新故障诊断技术,为设备管理人员带来全面、实用的解读。
一、规程修订背景与核心变化
1.1 为什么需要修订?
随着石油化工工艺装置的大型化发展,M型、D型、H型等对称平衡型活塞式压缩机成为主流配置。原2004版规程已难以适应现代设备管理需求,主要体现在:
检修理念滞后:原规程按固定周期检修,未充分考虑设备状态监测数据
技术标准更新:部分安装精度要求与国际先进标准存在差距
智能化缺失:未涵盖在线监测系统的维护要求
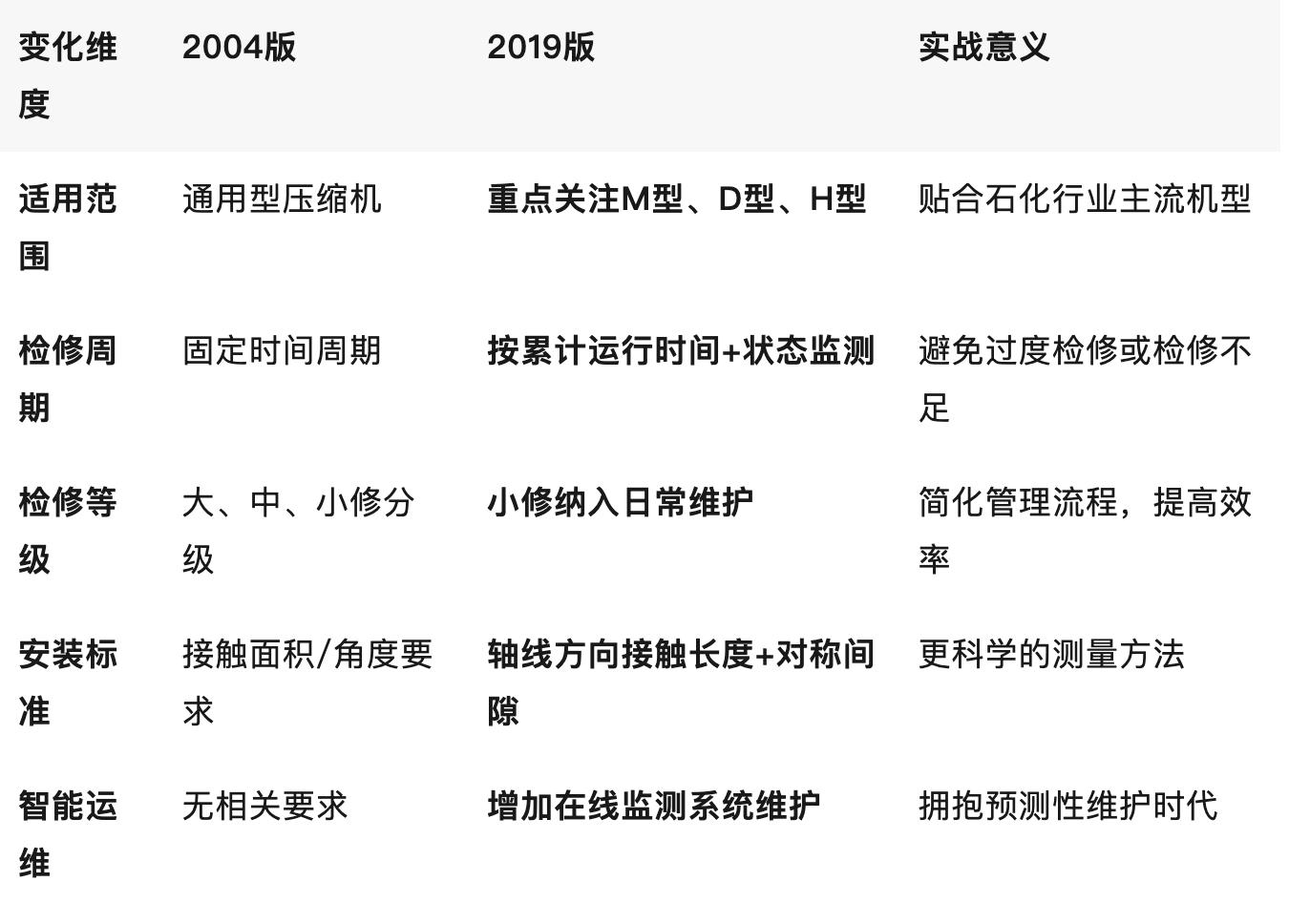
1.2 五大核心变化(划重点!)
二、适用范围与规范性引用
2.1 适用边界要明确
规程原文(第1.2条):本规程适用于石油、化工和气体工业设施用对称平衡型(M型、H型、D型等)活塞式压缩机,其他类型的活塞式压缩机可参照执行。
特别提醒:本规程不适用于整体齿轮压缩机、膨胀机及海洋平台用压缩机,这些设备应遵循SH/T 3144-2024等专项规范。
2.2 关键引用标准清单
SH/T 3544 石油化工对置式往复压缩机组施工及验收规范
SH/T 3538 石油化工机器设备安装工程施工及验收通用规范
JB/T 9105 大型往复活塞压缩机技术条件
GB 50275 风机、压缩机、泵安装工程及施工验收规范
三、检修周期与内容详解
3.1 检修周期确定原则(重大变化!)
规程原文(第3.1条):活塞式压缩机根据对设备运行状况的监控、对故障及其影响分析的结果、有无备用设备并结合生产装置运行周期,确定设备的检修周期,一般为8400~16000h。
实战解读:
✅ 推荐做法:建立设备健康档案,结合振动分析、油液监测等状态数据动态调整周期
❌ 避免做法:机械执行固定周期,忽视设备实际状态
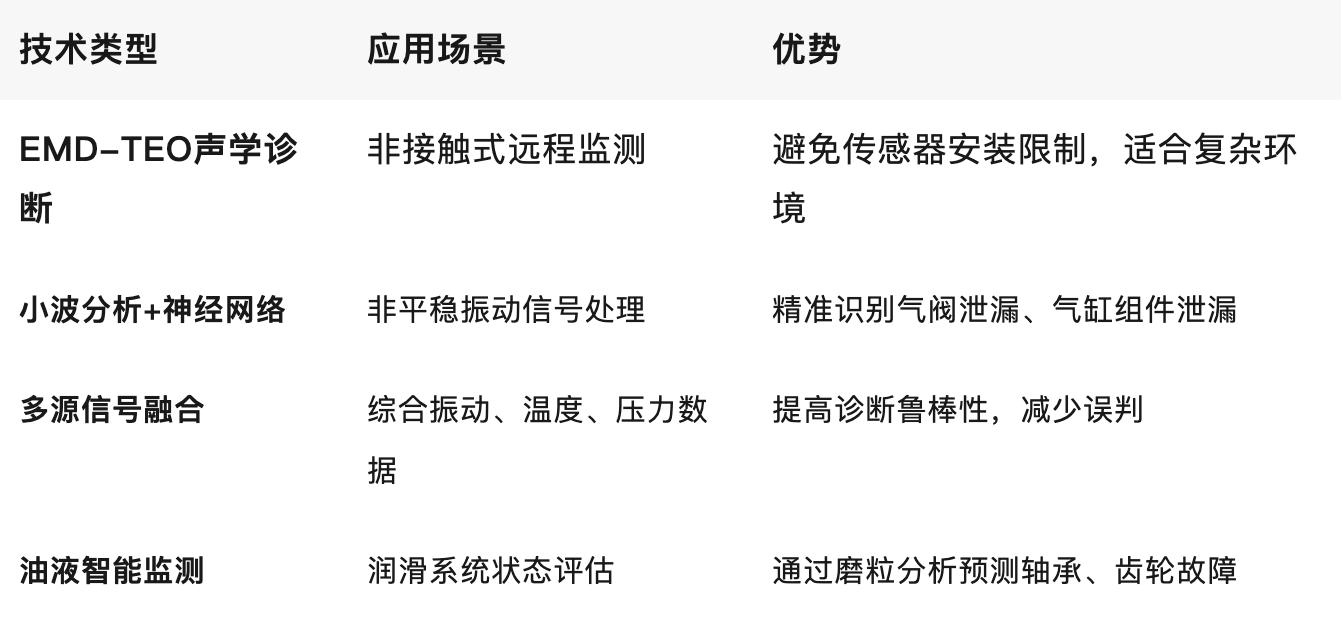
? 智能升级:可参考最新研究,采用EMD-TEO声学诊断、小波分析等技术实现预测性维护
3.2 检修内容全景图(27项要点)
根据规程第3.2条,检修内容可分为六大模块:
? 模块一:气路系统(3.2.1, 3.2.10, 3.2.27)
吸排气阀组检查(阀片、弹簧、密封面)
各级入口过滤器清理
单向阀、安全阀调校
⚙️ 模块二:润滑系统(3.2.3, 3.2.7)
注油器、油泵、油过滤器、冷油器清理
根据油品化验结果决定是否换油
填料密封性能和刮油器刮油性能检查
?️ 模块三:冷却系统(3.2.4, 3.2.19)
冷却水系统检查清理
冷却器、缓冲罐、分离器清扫
? 模块四:精度检测(3.2.8-3.2.13, 3.2.16-3.2.18)
活塞组件检查(活塞环、支承环、活塞杆、活塞)
气缸镜面磨损、止点间隙校验
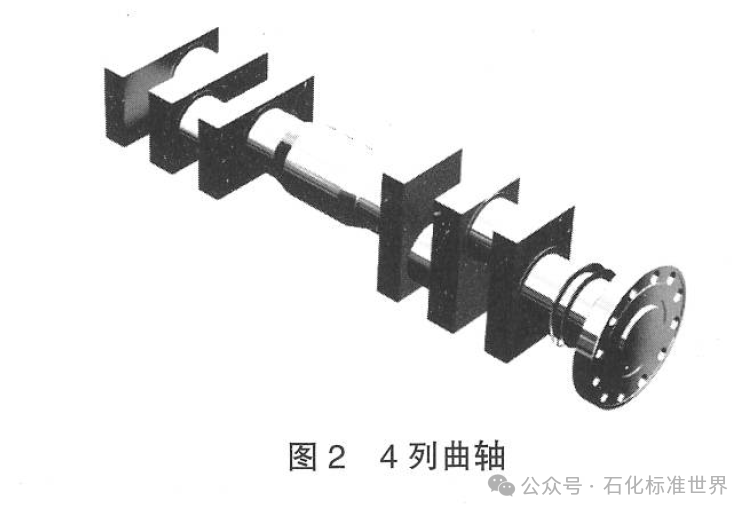
曲轴几何精度、连杆尺寸精度检测
机体水平状态、对中状态检查
活塞杆跳动值检查(新增重点)
? 模块五:无损检测(3.2.14, 3.2.15)
活塞杆、十字头销、连杆体、连杆螺栓、曲轴等无损探伤
气缸螺栓、中体螺栓、主轴承紧固螺栓检查
? 模块六:智能监测(3.2.26, 新增内容)
在线监测系统(活塞杆下沉、机身振动等)模拟测试
报警系统功能验证
维护中对监测数据进行评估
四、检修程序与质量标准(核心技术章节)
4.1 检修前准备——工欲善其事
? 物资准备清单
表1 工机具、量具清单(节选关键项)
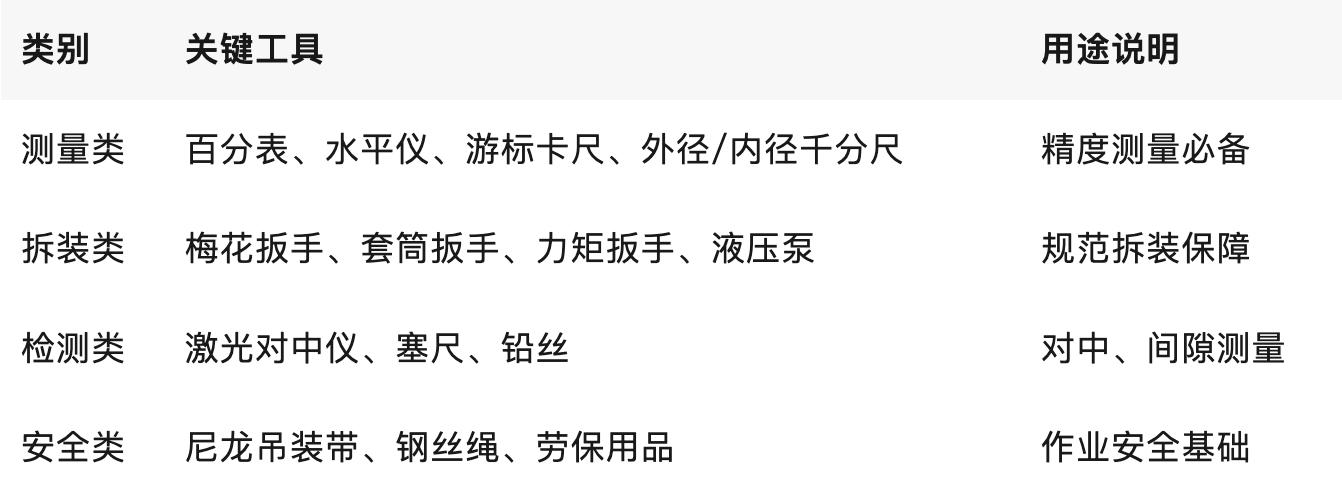
表2 耗材清单(节选)

4.2 拆卸与检测——关键步骤拆解
? 核心部件拆卸顺序(4.2.1-4.2.18)
第1步:附属管线拆卸 → 检查结垢与腐蚀
第2步:气量调节执行机构、气阀组件拆检
第3步:气缸盖、曲轴箱上盖、滑道侧盖开启
第4步:十字头与活塞杆连接锁紧机构拆开
第5步:填料、刮油环组件拆下检查
第6步:十字头销、连杆螺栓拆卸,取出连杆体、十字头体
第7步:中体滑道、气缸工作面磨损状态检查
第8步:曲轴臂距差测量(联电机/脱开电机两种状态)
第9-18步:联轴器、曲轴、冷却器、油箱、过滤器、安全阀等检查
关键检测点:
✅ 活塞杆无损探伤检测(安装前必做)
✅ 连杆体、连杆螺栓、十字头销无损探伤检测(安装前必做)
✅ 主轴颈及曲拐颈无损探伤检测(安装前必做)
4.3 回装与质量标准——数据说话
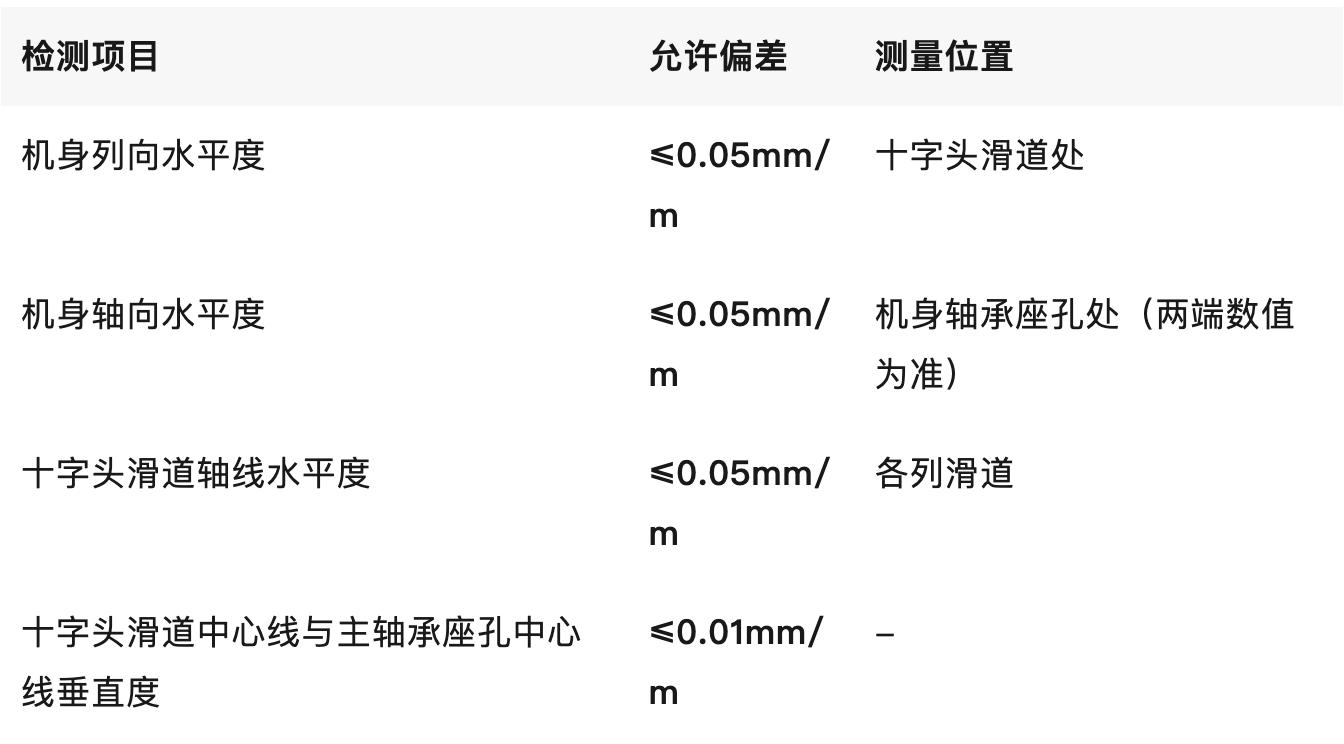
? 4.3.1 机身调整与安装(以4M型为例)

核心精度指标:
技术要点:曲轴箱(机身油池)用面粉清理干净——传统而有效的清洁工艺!
⚙️ 4.3.2 曲轴及轴承安装
关键标准:
曲轴安装水平度误差 ≤0.1mm/m
曲轴轴线对十字头滑道轴线的垂直度 ≤0.1mm/m
轴瓦合金层与瓦壳应紧密结合,不得脱壳
轴向接触长度不应<80%
轴承衬套与轴承座、连杆瓦窝贴合,接触面积>70%
曲拐臂距差测量(图3示意):
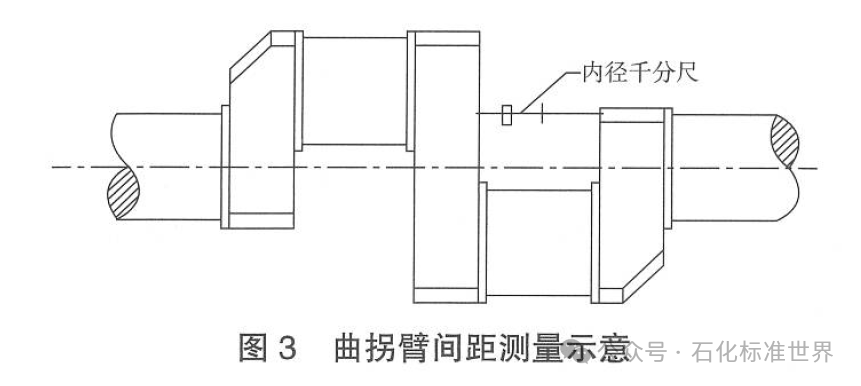
曲拐颈置于0°、90°、180°、270°四个位置
偏差值不得大于活塞行程的万分之一
? 4.3.3 与电动机的连接(刚性连接)

重要提示:电动机安装应以压缩机为基准,对中数据符合要求后方可连接联轴器与飞轮。
? 4.3.7 连杆及十字头安装

质量控制要点:
1.无损检测:连杆体、十字头销安装前必做
2.合金层检查:十字头上下滑履、连杆大头瓦轴承合金浇铸质量
3.间隙测量:用塞尺在十字头与滑道全行程多个位置测量间隙
4.螺栓紧固:按随机技术文件要求紧固及防松
5.接触检查:新连杆螺栓着色法检验,接触点断开距离最大不超过圆周的1/8(45°)
? 4.3.8 接筒、气缸安装
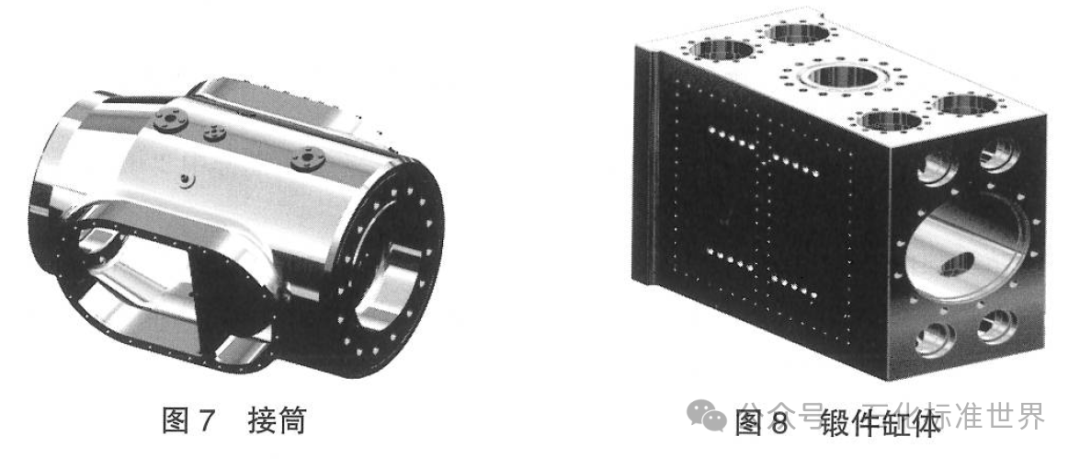
表3 气缸中心线与十字头滑道中心线的同轴度偏差

验收依据:以活塞杆跳动值作为找正验收依据!
?️ 4.3.9 密封主填料、中间填料、刮油器安装
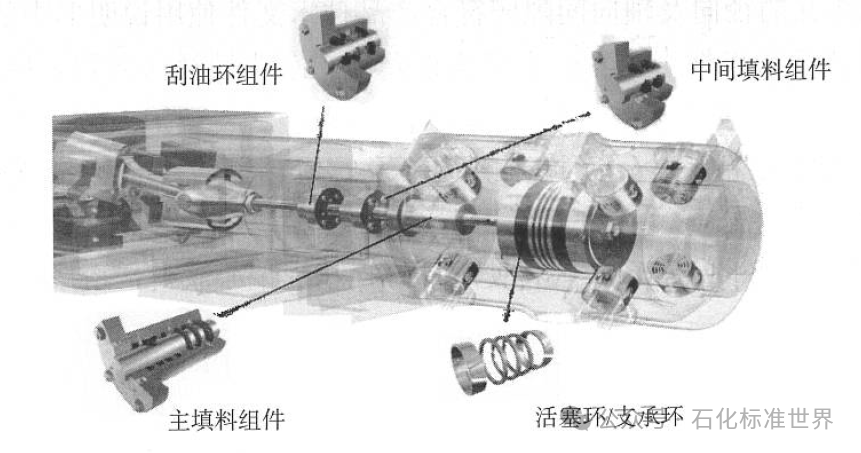
安装要点:
填料部件和刮油器部件全部拆开清洗和检查
拆洗前各组填料应在非工作面上做出标识
密封元件装配关系及顺序不得装反
刮油环和活塞杆接触面不得有沟槽、划痕
接触线应均匀分布,且大于圆周长的70%
单向刮油环刃口应朝向机身方向
⚡ 4.3.10 活塞体、活塞杆、活塞环安装

关键控制点:
活塞外圆表面及活塞环槽端面不得有擦伤、锐边、凹痕和毛刺
活塞杆不得有裂纹、机械损伤
活塞环在环槽内应转动灵活,压紧时环应能全部沉入槽内
相邻活塞环开口位置应互相错开,并避开气缸阀腔孔位置
120°片式支承环安装时,应使支承环处于正下方位置
活塞杆与十字头连接后,盘动十字头检查:
复测十字头滑板与滑道的间隙
复测活塞体在气缸不同位置的径向间隙
连接前、后数值应不变
复测活塞运行到前、后止点的间隙
? 4.3.11 进、排气阀安装
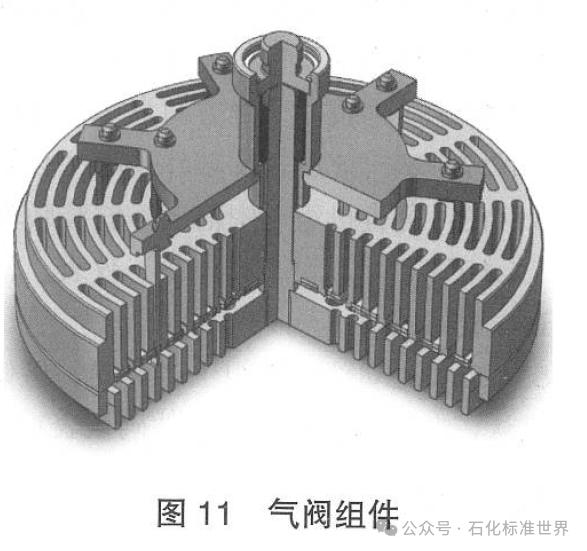
安装 checklist:
气阀连接螺栓拧紧,防止松动
带有压叉的气阀,压叉活动灵活,无卡滞
进、排气阀不得装反
气阀连接螺栓已紧固、锁牢
卸荷器和阀片的升程符合规定
五、试车与验收——从检修到运行的关键一跃
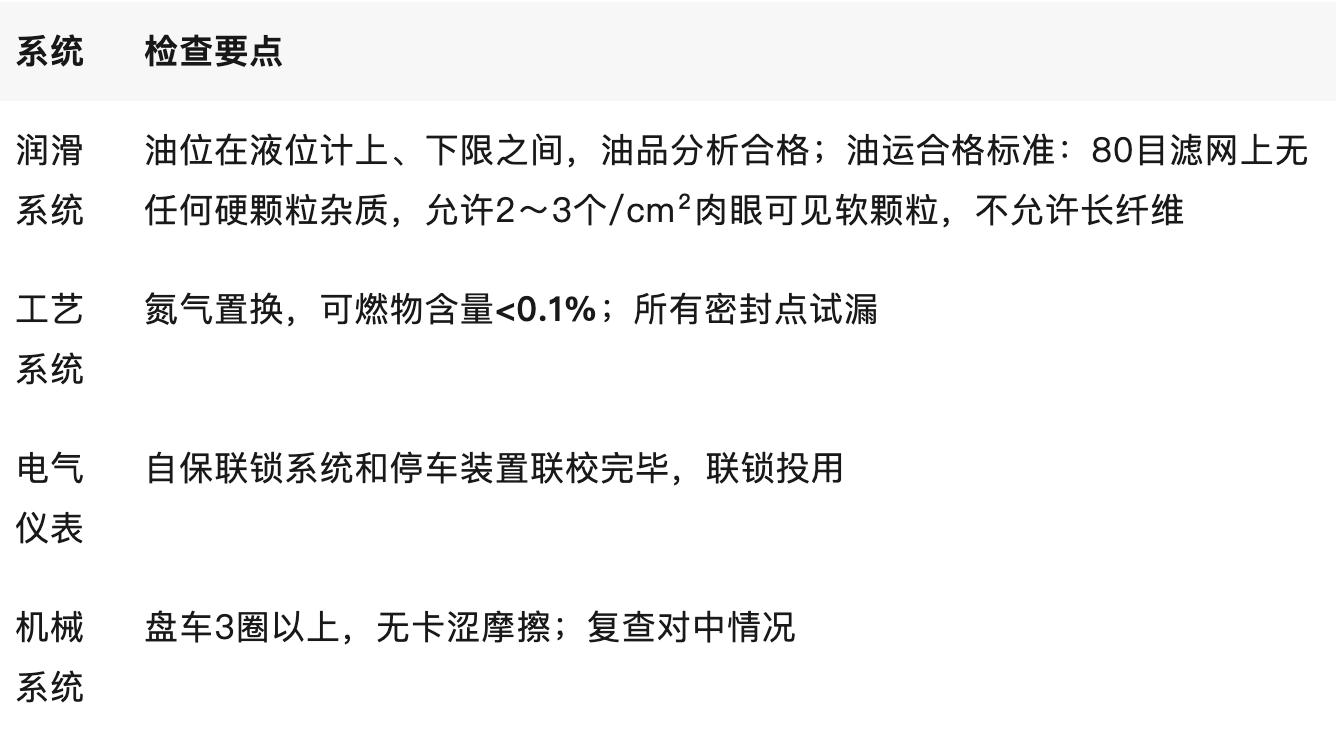
5.1 试车前准备(20项 checklist)
关键准备事项:
5.2 试车程序
? 空负荷试车(5.2.1)
运行参数监控:
滑动轴承及十字头滑道 ≤65℃
滚动轴承 ≤70℃
填料温度 ≤100℃
连续运行1~2h无异常后,停机检查紧固件、摩擦件
⚡ 负荷试车(5.2.2)
必检项目:
盘车检查气缸异常
通入介质检查密封部位泄漏
检查各传动件及气缸异常
检查主轴轴承、滑道温度
检查吸排气阀温度
检查各级进排气压力、温度
检查填料密封状态及刮油器漏油
机组振动符合随机文件要求
每30min记录一次运行参数
5.3 验收标准(5.3)
核心条款:在工作负荷下连续运行72h后,各项技术指标均达到设计要求或能满足生产需要。
验收文档:
1.检修记录齐全、准确
2.达到完好标准要求
3.按规定时间完成检修、试车和投运资料,移交并归档
4.大修后15个工作日内,将试车记录及验收表扫描录入设备管理系统
六、维护与故障处理——日常运维指南
6.1 日常维护(6.1)
四定原则:
定时检查各指示仪表(压力表、油压表、温度计、油温表)
定时巡检机组运行情况
定时填写机组运转记录表
定时做好设备清洁卫生、安全工作
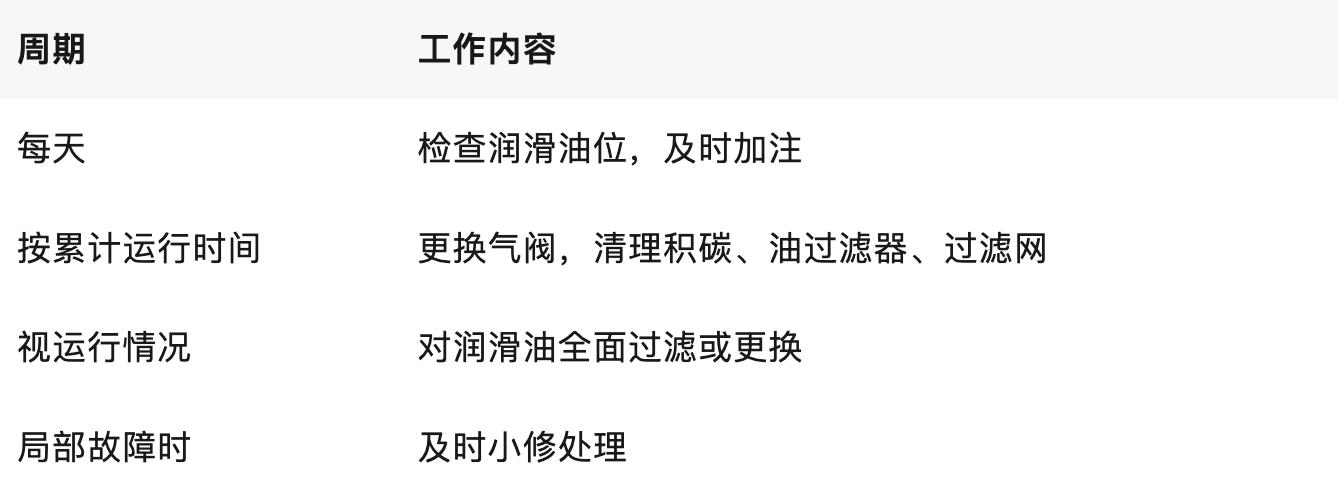
6.2 维护保养(6.2)
6.3 常见故障与处理(6.3)
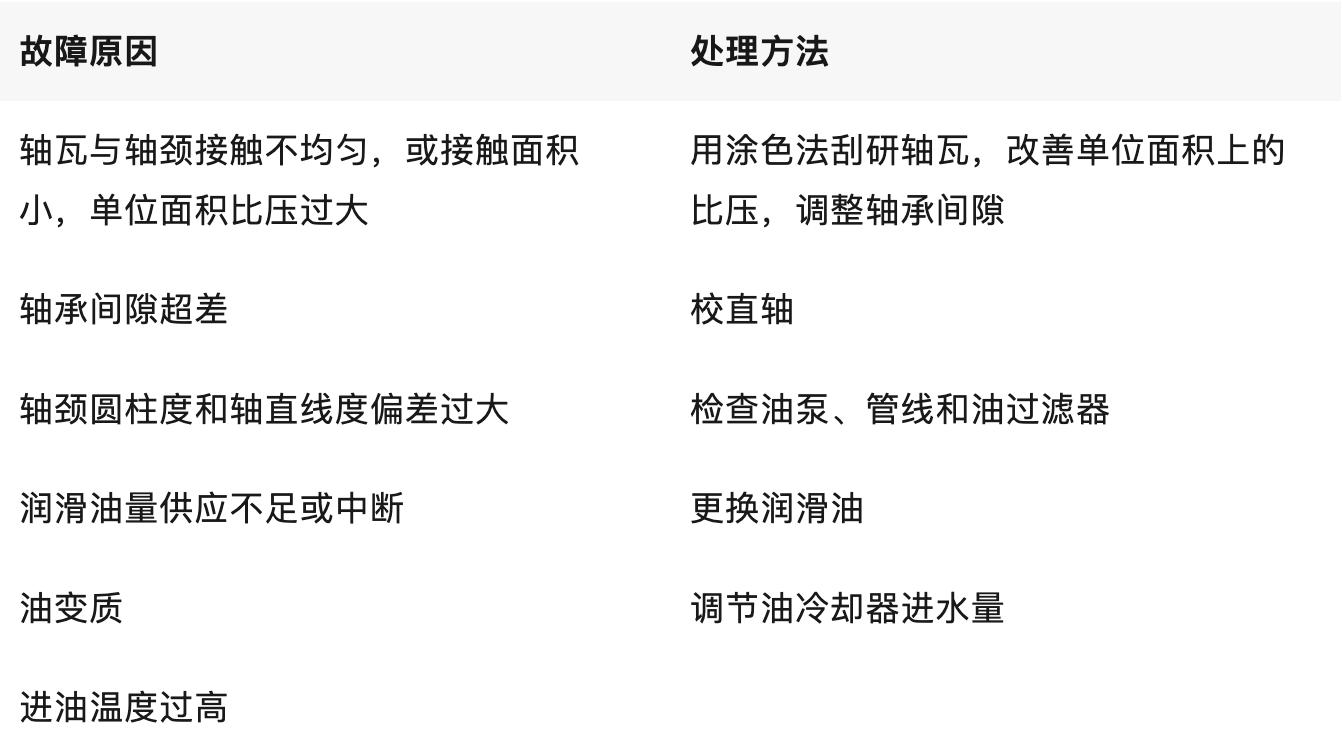
表4 活塞式压缩机常见故障与处理方法(精选高频故障)
? 故障1:轴承温度高
?️ 故障2:气缸温度高
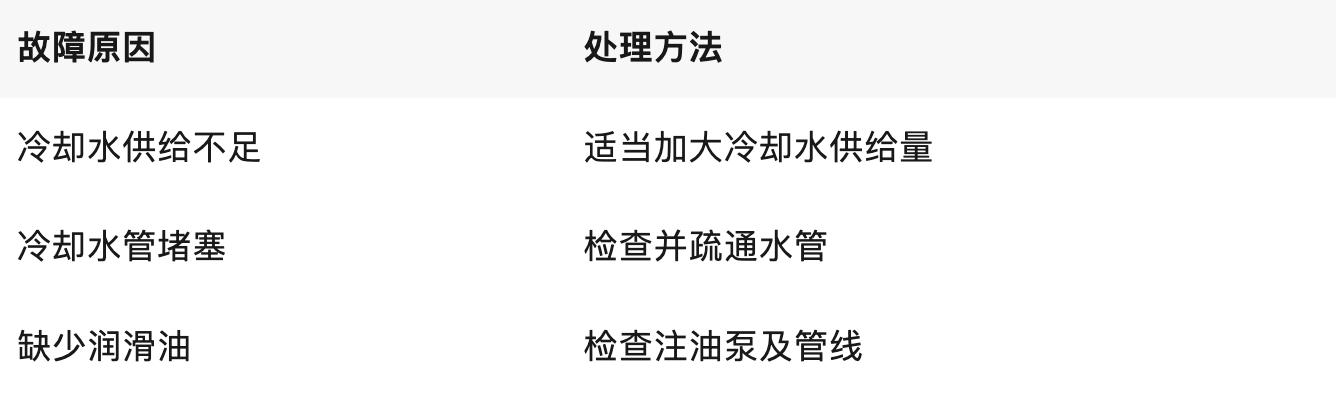
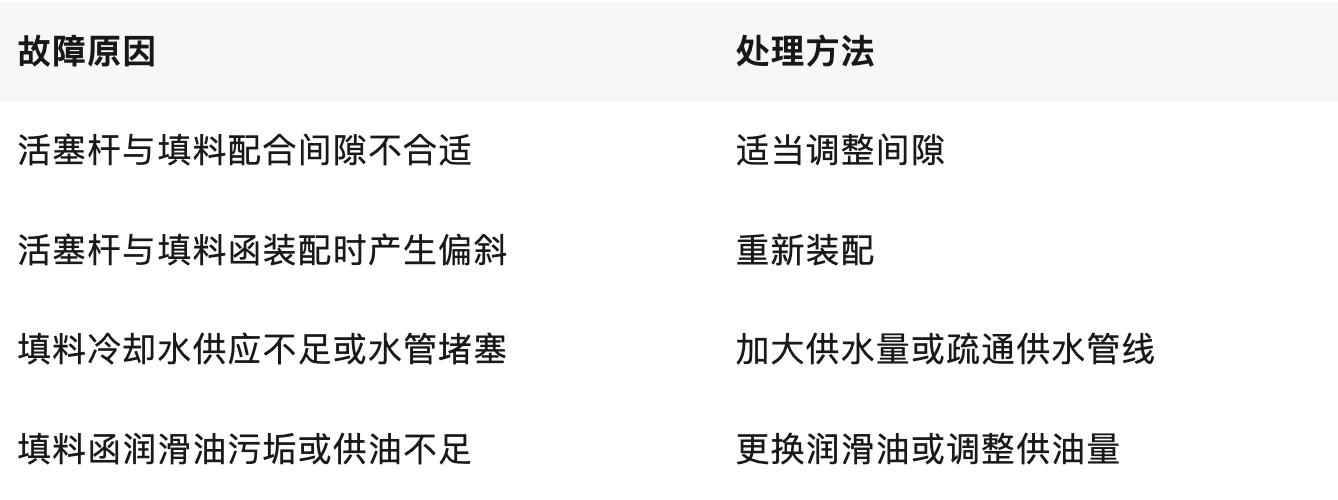
? 故障3:填料函发热
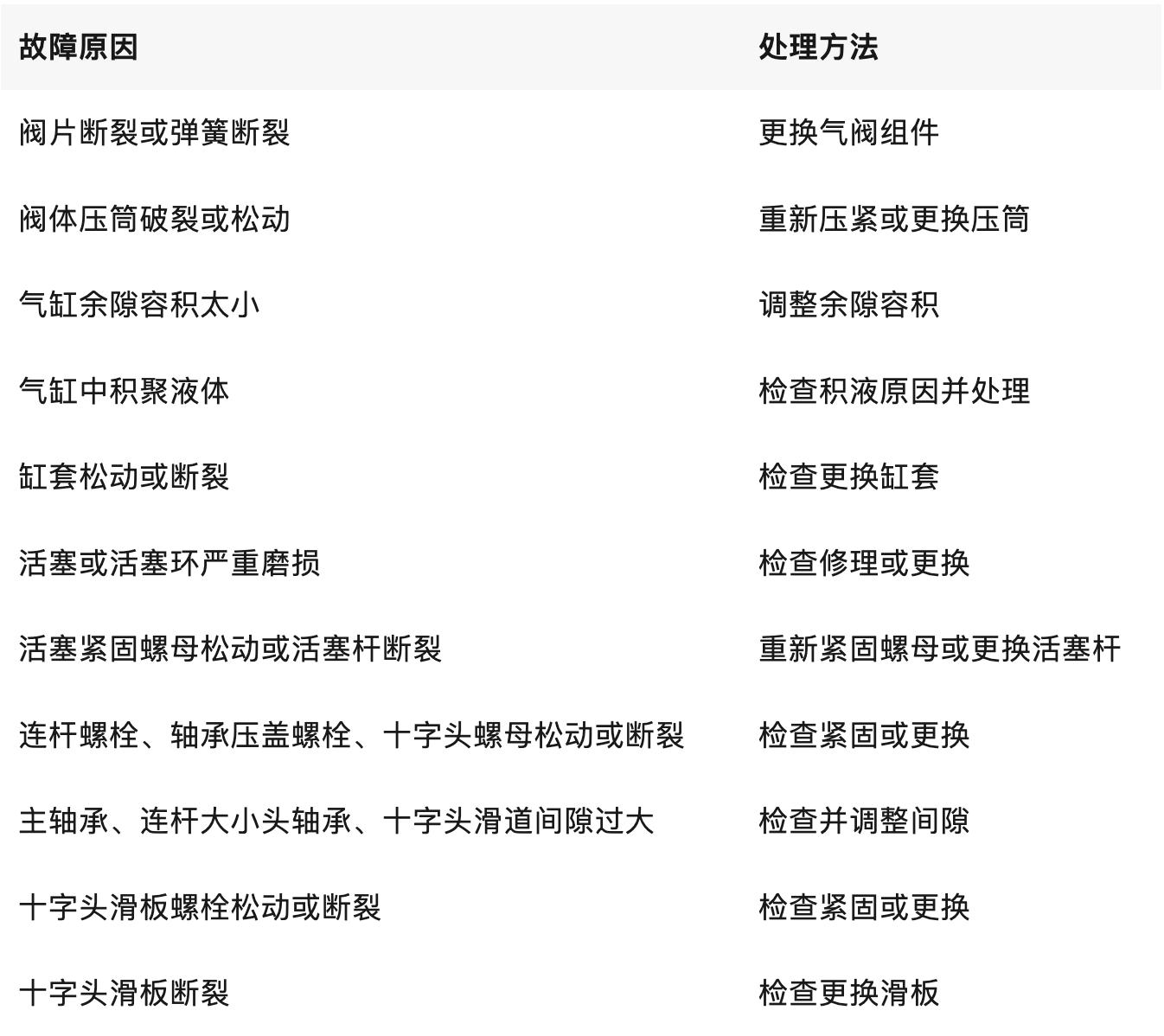
? 故障5:气缸内或运动部件有异常声响(复杂故障)
? 故障9:压缩机排气压力低
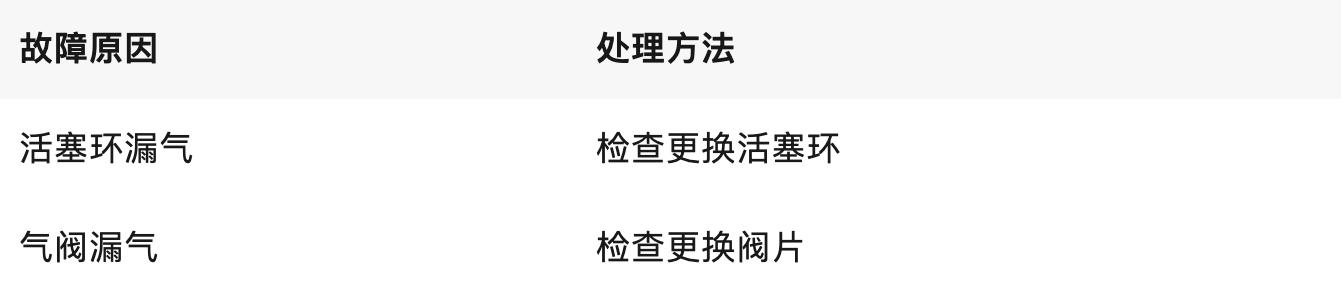
? 故障10:排气量达不到设计要求

七、附录表格使用指南
附录A:活塞式压缩机检修质量确认表
使用说明:
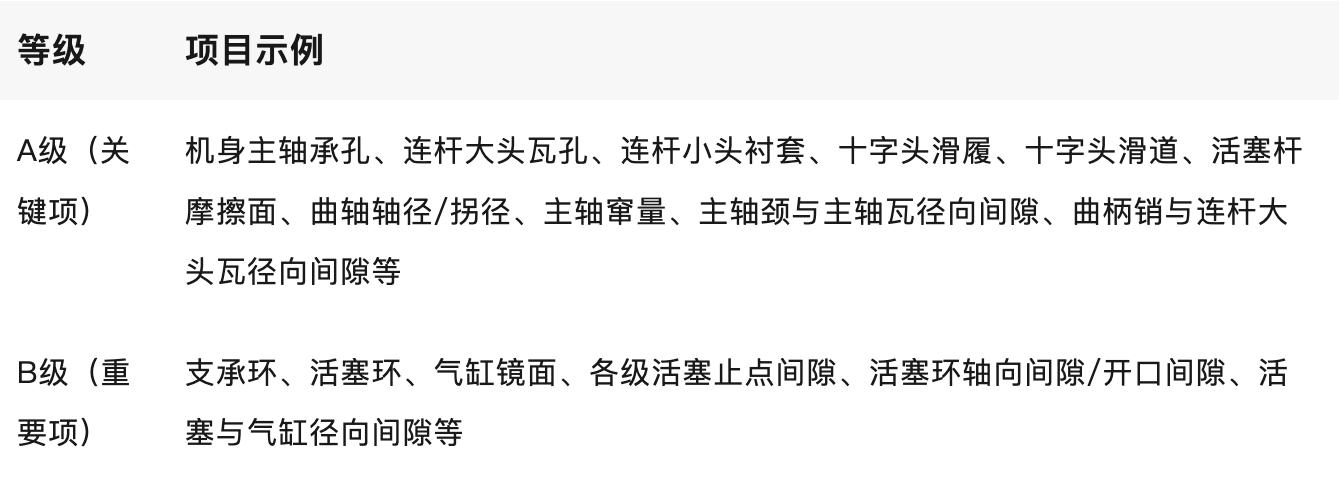
A级:施工单位、生产装置、设备管理部门专业人员检查确认后签字
B级:施工单位和生产装置专业人员检查确认后签字
C级:施工单位专业人员检查确认后签字
关键控制项目分类:
附录B:活塞式压缩机试车与验收数据记录表
记录参数清单:
电机电流、前后轴承温度
压缩机轴瓦温度、填料温度、填料泄漏温度
压缩机振动烈度、进气/排气压力、进气/排气温度
活塞杆沉降、润滑油压力/温度、润滑油站过滤器压差
管理要求:三方签字(施工单位、管理单位、使用单位)验收后交付生产使用。
八、智能化升级建议——超越规程的前瞻思考
虽然SHS 01020-2019已纳入在线监测系统维护内容,但结合最新技术发展,建议设备管理人员关注:
8.1 先进故障诊断技术
8.2 数字化管理建议
1.建立设备数字孪生:将检修数据、运行参数、故障记录关联分析
2.实施预测性维护:基于状态监测数据,从"到期修"转向"状态修"
3.知识库建设:积累故障案例,形成专家系统
4.移动化应用:开发检修作业APP,实现现场数据实时录入
结语
SHS 01020-2019《活塞式压缩机维护检修规程》的发布实施,标志着我国石化行业往复压缩机检修管理从"经验驱动"向"数据驱动"的重要转变。作为设备管理人员,我们既要严格遵循规程要求,确保检修质量;也要积极拥抱智能化技术,不断提升设备管理水平。
记住三个关键数字:
8400~16000h:检修周期参考范围
≤0.05mm/m:机身水平度控制精度
72h:负荷试车验收连续运行时间
希望本文能为您的实际工作提供有价值的参考。如有疑问或需要进一步交流,欢迎在评论区留言讨论!
参考资料:
1.SHS 01020-2019《活塞式压缩机维护检修规程》
2.SH/T 3144-2024《石油化工离心、轴流压缩机工程技术规范》
3.韩平,许鑫鑫.往复式压缩机故障诊断技术[J].Engineering Management and Technology Research,2025
4.多源信号融合往复式压缩机故障诊断方法[J].2023
信息来源:石化标准世界


