







发表时间: 2023-12-18 18:08:55
作者: 石油化工设备维护与检修网
浏览: 1869
造粒三部件的安装、检验与调整
水下造粒过程演示
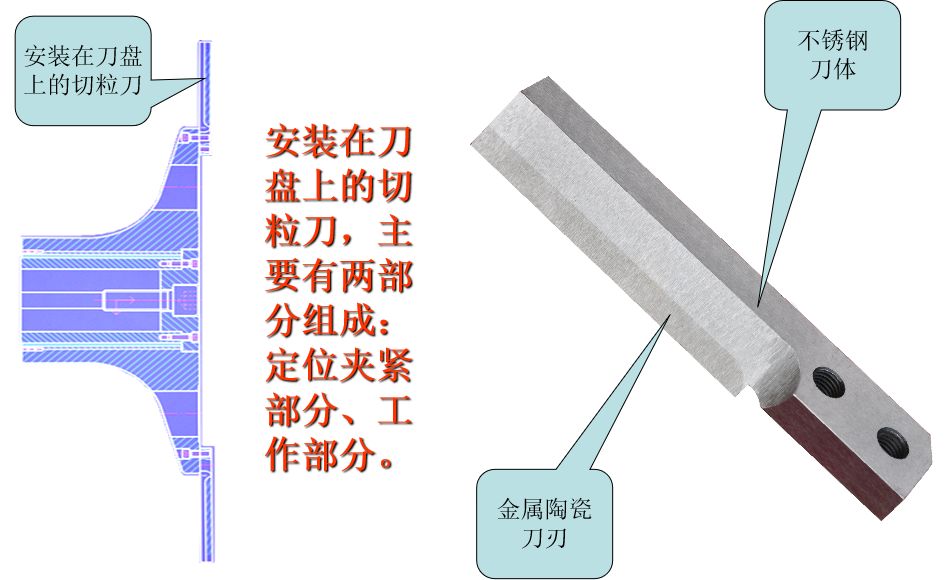
直接参与造粒的动刀——切粒刀
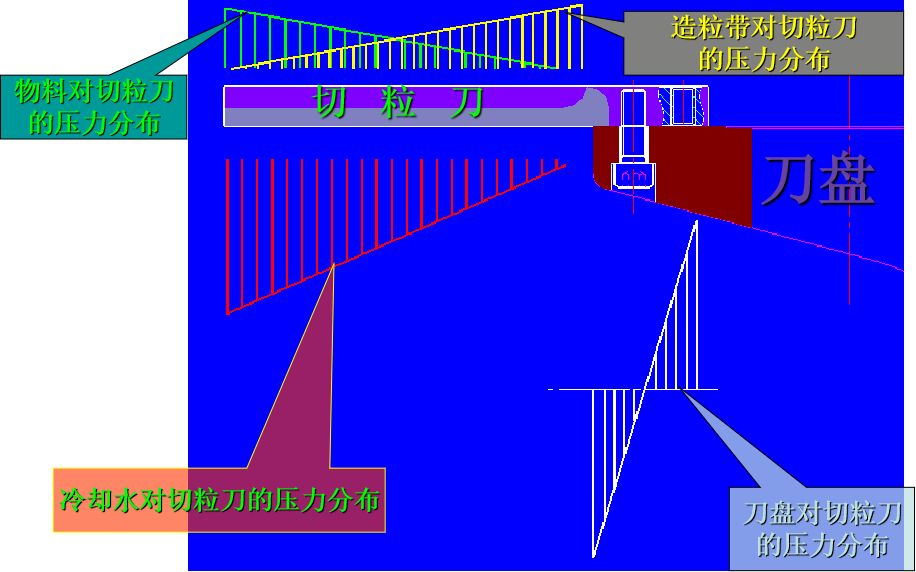
切粒刀工作时的受力状态
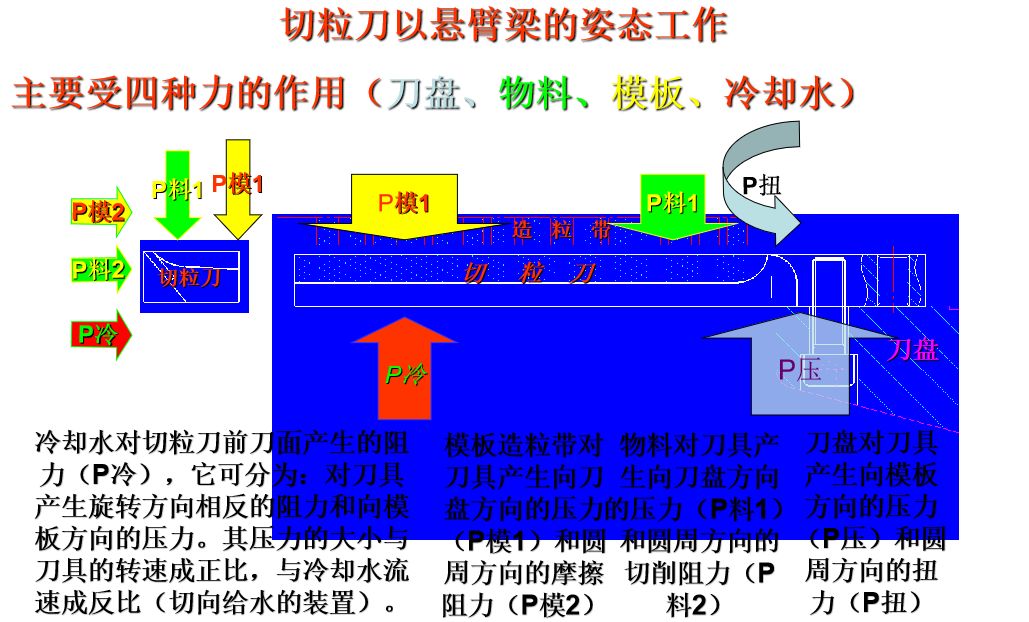
切粒刀受力示意图
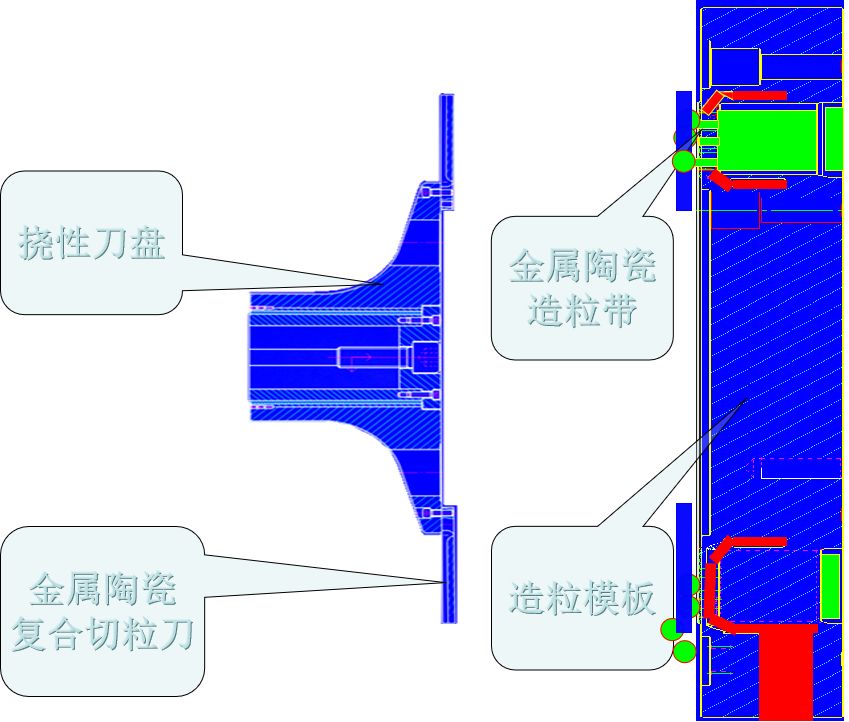
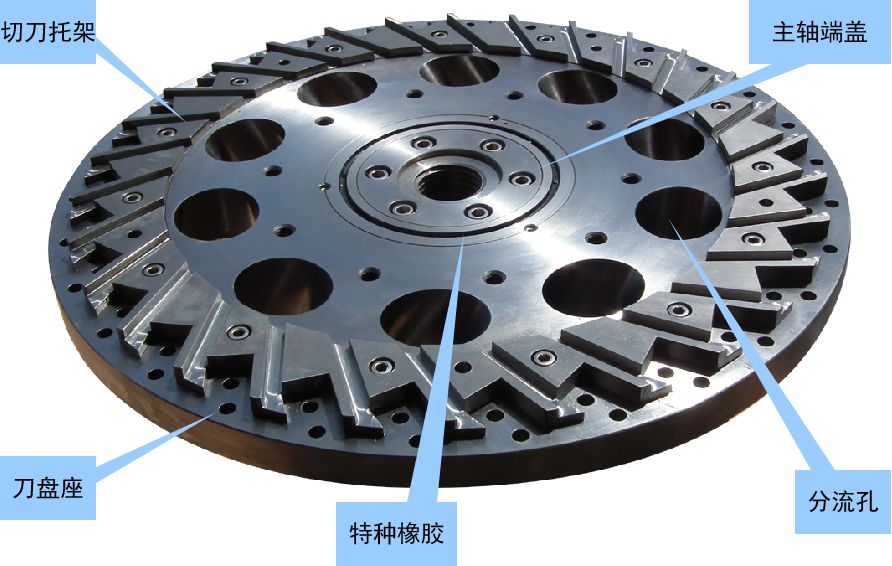
切粒刀的载体——随动式挠性刀盘
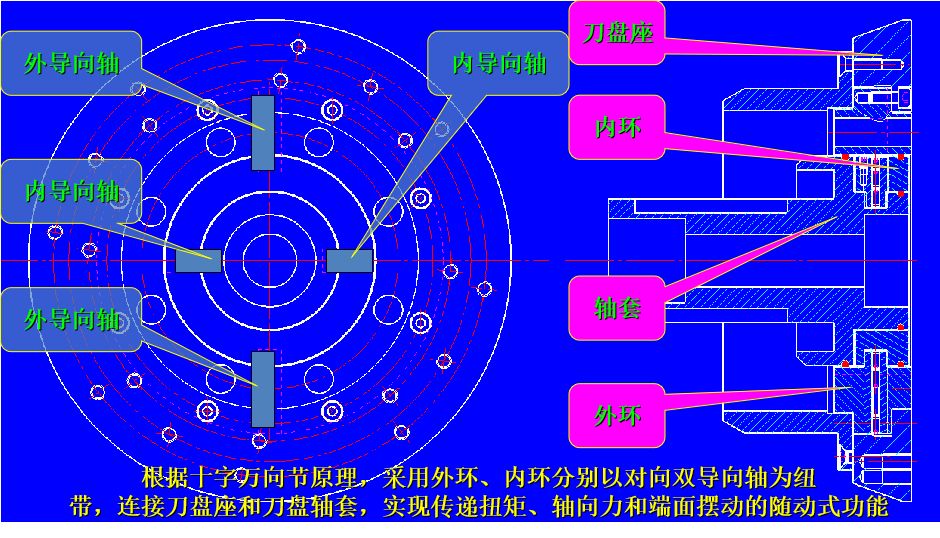
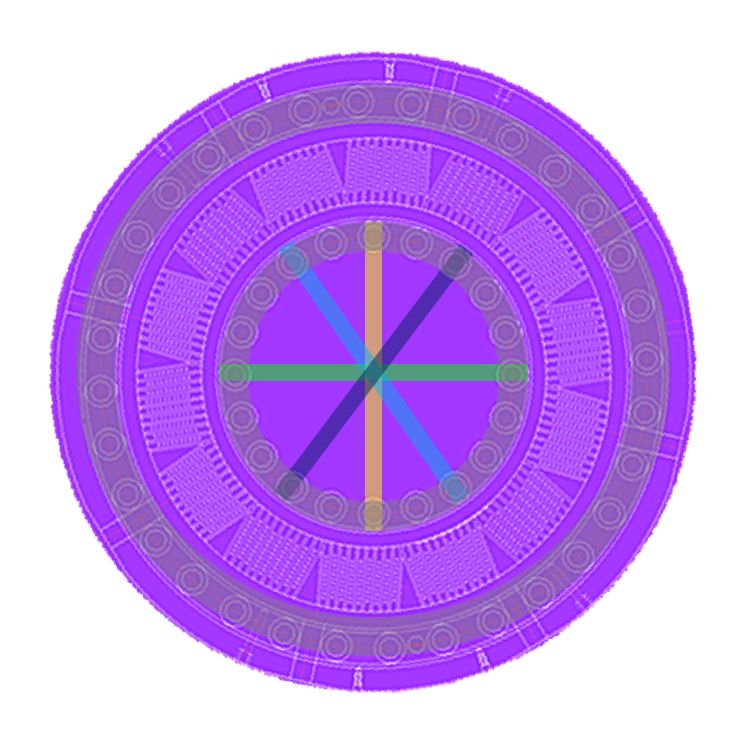
万向十字节结构的随动刀盘
刀盘逐步完善的历程
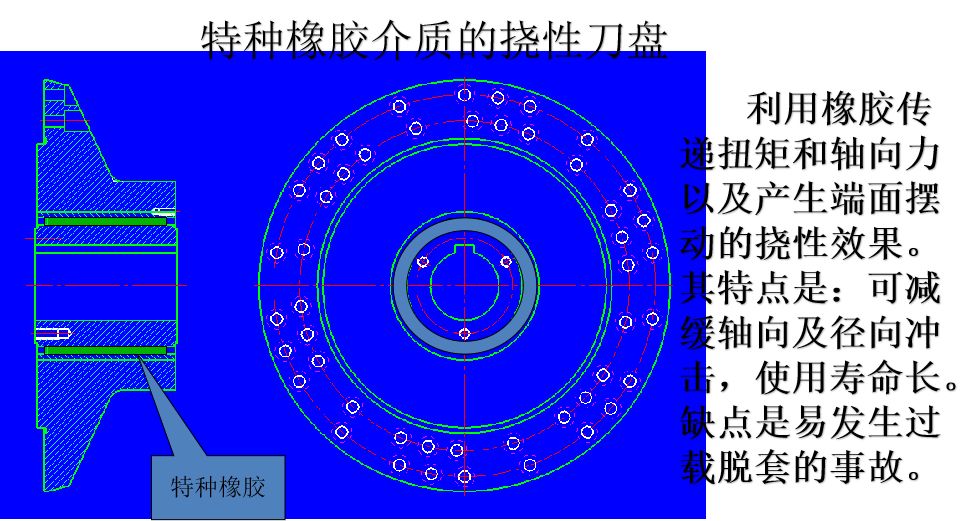
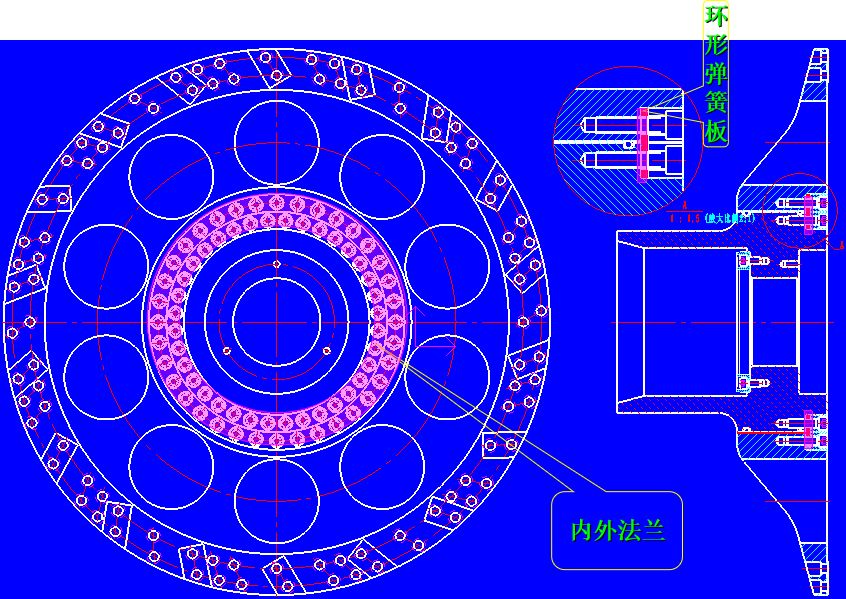
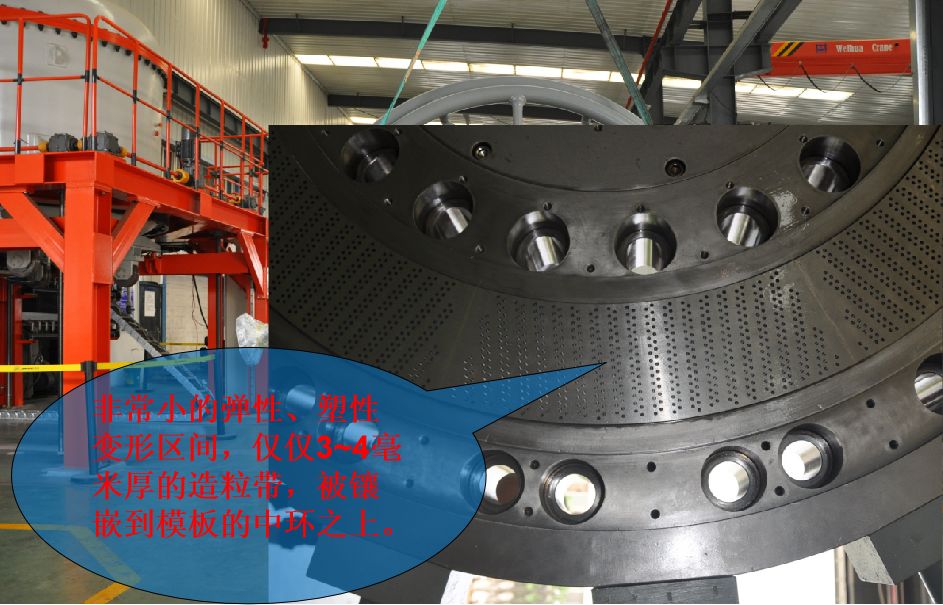
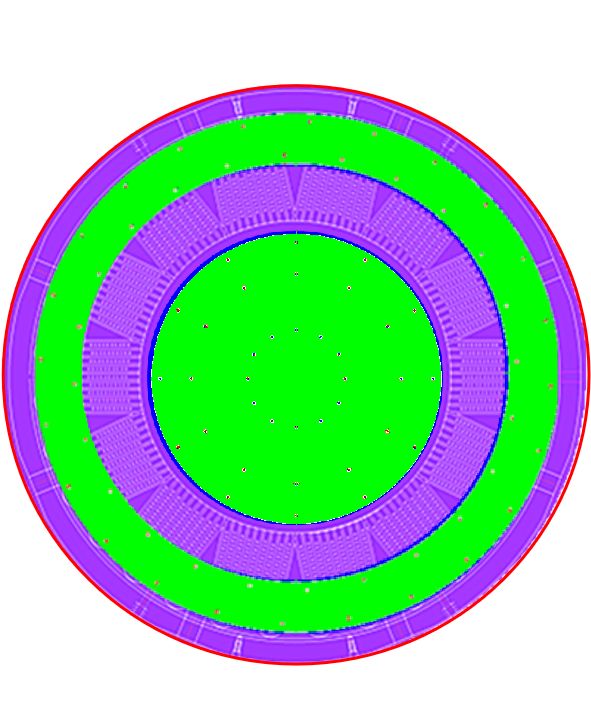
环形弹簧板式介质的挠性刀盘
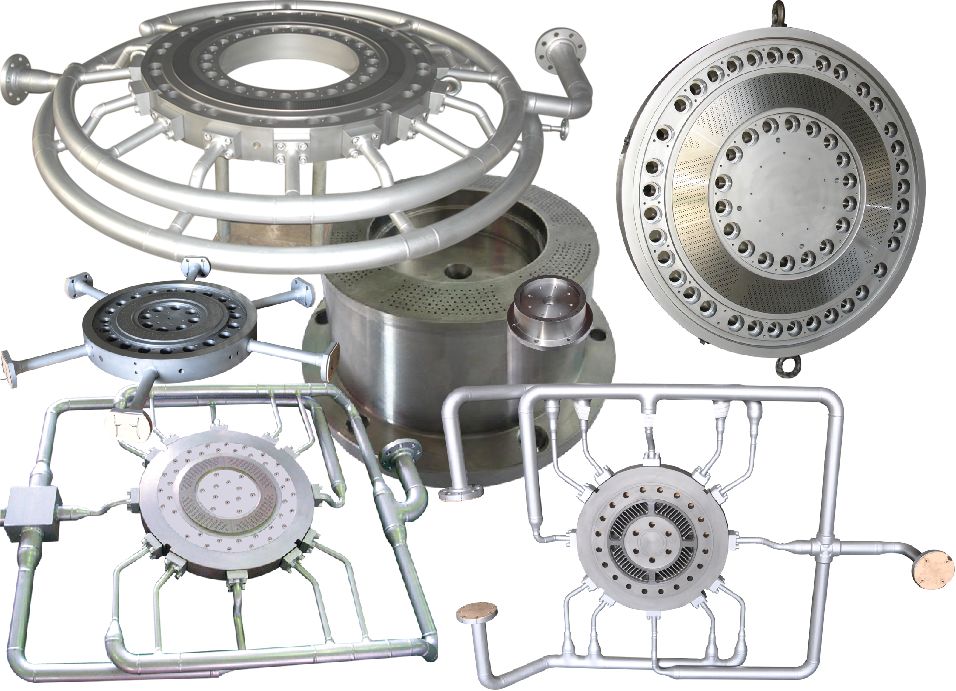
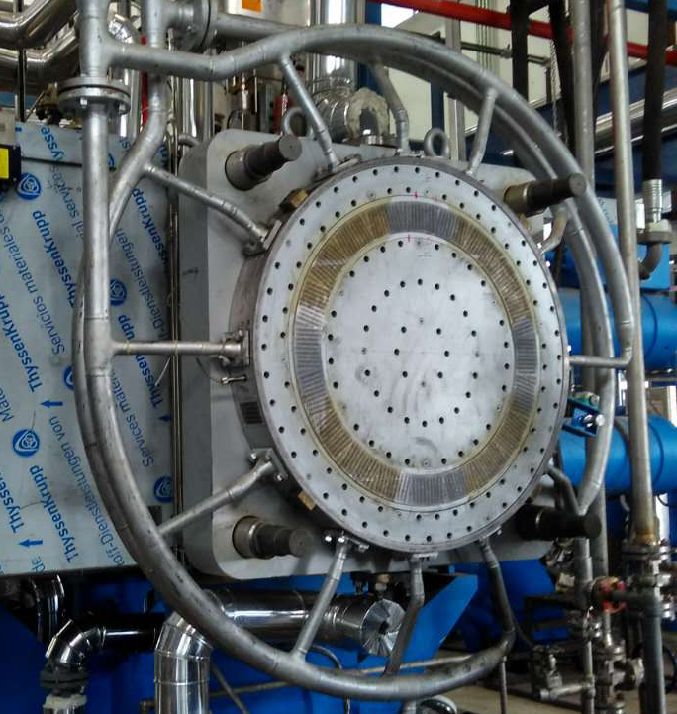
集加热、成形、出料、切粒于一体

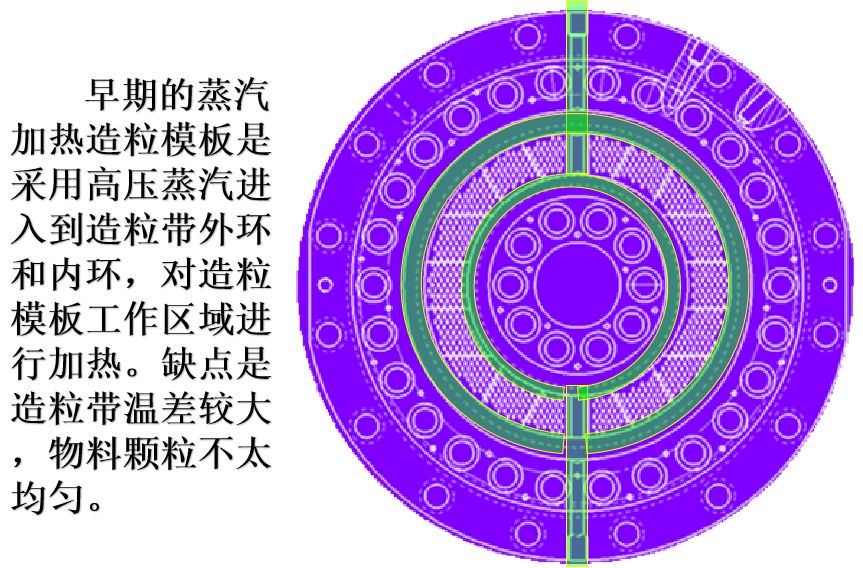
一进一出蒸汽环形加热模板
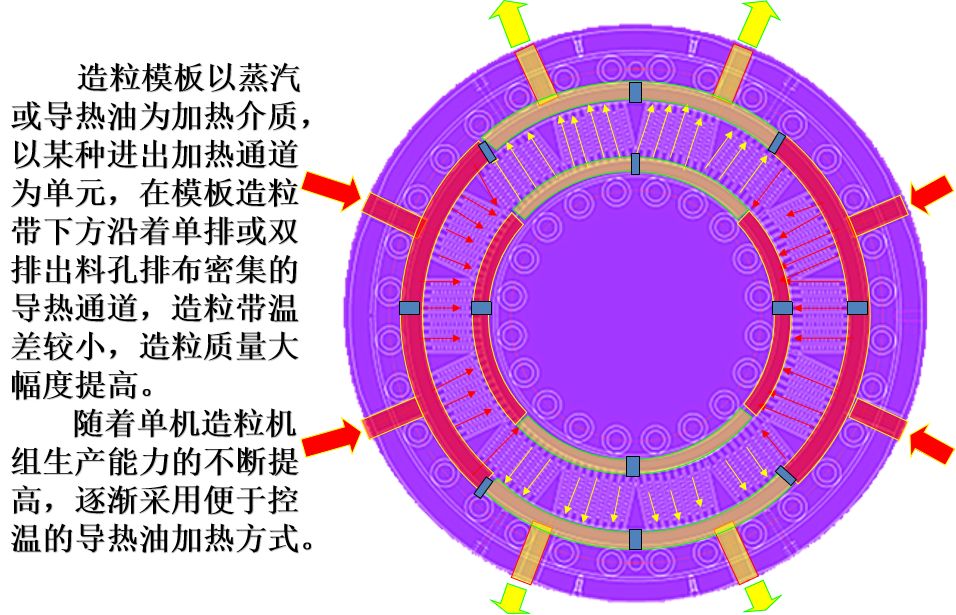
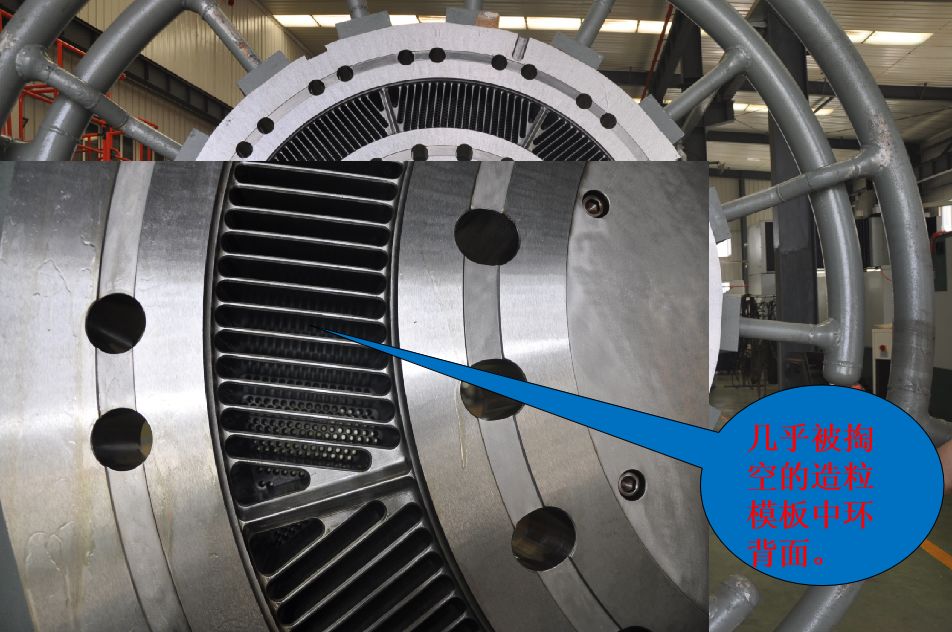
蒸汽、导热油网状单元加热结构模板
造粒模板形状及未来的发展
切粒刀的安装、检验、调试
由于切粒刀工作时,是在它的载体——刀盘的驱动下进行的。切粒刀刀刃与模板造粒带的平行度是否是在标准之内,取决于我们安装切粒刀的精度是否达到合格的标准。
尤其是将切粒刀安装到随动式挠性刀盘时的操作、检测、调整的工艺方式是否正确?直接影响机组是否能够顺利开车,影响造粒过程的造粒质量以及切粒刀和造粒模板的使用寿命。
A. 在无定位槽的刀盘表面安装切粒刀时必须注意的旋向推力:
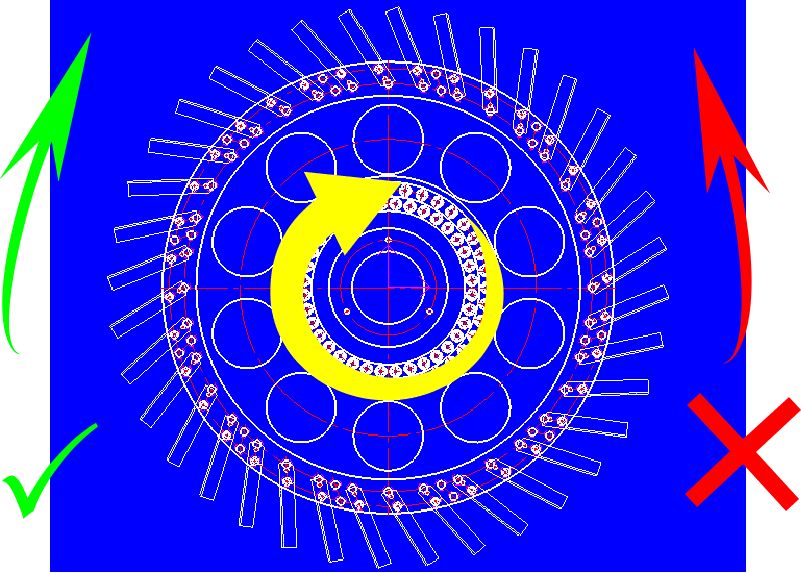
应该按照切粒刀工作的方向辅助推进
切粒刀安装精度的检测方式
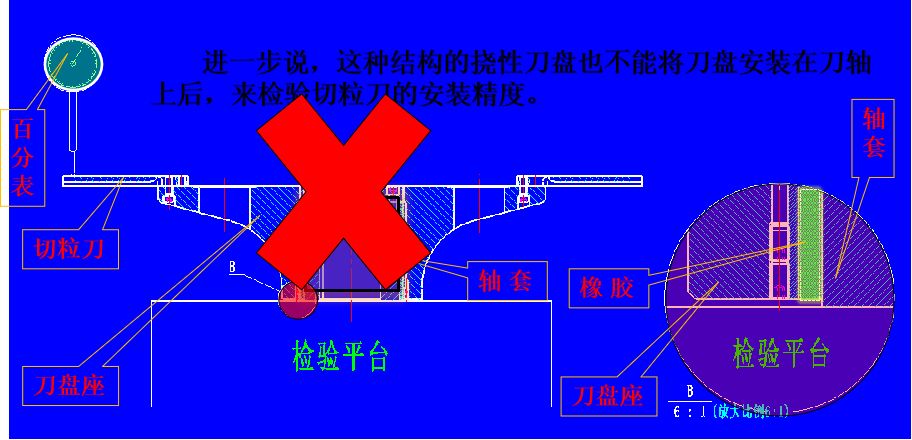
B.在橡胶介质的挠性刀盘上安装切粒刀错误的检测方式
挠性刀盘与检验平台接触的位置是:传递扭矩、轴向力的轴套,而刀盘座距离平台还有至少一毫米的间隙,它们是靠能够被动产生弹性变形的特种橡胶联系到一起的。这种受外力就可以发生变形橡胶体的存在,是不能检验处切粒刀的安装精度的。
切粒刀安装精度的检测方式
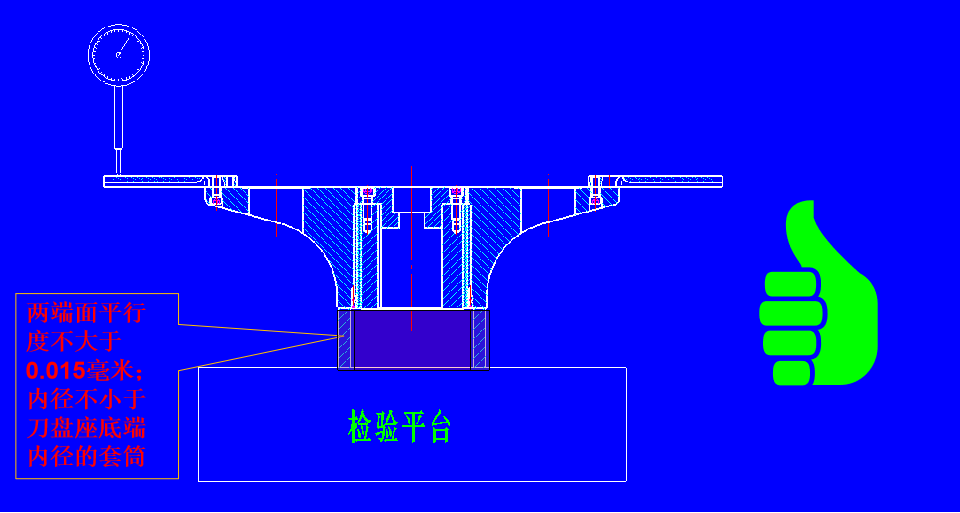
B. 正确的检验方式:将避开轴套的工装放置在检验平台和刀盘之间。
造粒模板的拆装调整
造粒模板的拆装调整
A. 热拆的原因
1、热拆是为了将锁紧模板的螺钉顺利松动拆下。
2、热拆是为了将模板进料腔和机头内部存在的剩余树脂顺
利分开,保证模板在拆下锁紧螺钉后与机头体脱开。
3、热拆是为了顺利的拆下热电偶。
B. 热拆的顺序
1、小车退出后,模板温度控制在200度左右。观察护板内部高压水是否排出,现场操作人员佩戴好相关防护工装后,侧身松动几个护板螺钉,排净内部水蒸气。
2、使用记号笔等标定工具在护板和模板结合部做好位置标记。利于复装时的准确定位。
3、拆除内外护板螺钉,取下护板。
4、松动所有模板锁紧螺钉。
5、停止导热油加热,关闭导热油加热阀门,拆卸热电偶、模板导热油法兰接口。
6、快速拆卸模板螺钉,拆卸移出模板及相关管线。
7、将拆下的模板、护板、螺钉等模板相关部件,平稳的吊装到模板原件的包装箱中。
C、冷装模板的理由
1、造粒模板相对于机头体的实体重量,不到四分之一。其热变形的展开,只能随着机头体的膨胀而膨胀。目前的待装模板,还没有先进的预热及自动化安装设备,只能将常温模板人工装配到机头体上。
2、为保证模板与机头体一起同步升温膨胀,机头体必须降温到与待装模板的温度一致。若待装模板与高温的机头体锁紧在一起时,模板在升温过程中无法膨胀,就会导致模板的最薄弱区域——造粒带,发生异常变形,轻者造粒带表面平面度超差,重者模板因造粒带开裂报废。
D、安装模板后的升温速率和保温时间
由于造粒模板是采用双金属材料复合而成的,因此升温过程必须是渐进和成梯度的进行。我们推荐模板在室温状态开始升温到工作温度的全程,分成三个阶段。以PP为例
第一阶段:由室温到100℃(或150℃)时,其升温速率在1℃/2min。保温时间按照模板的厚度1min/mm。
第二阶段:由100℃升到180℃时,其升温速率在1℃/min。保温时间同上。
第三阶段:由180℃升到工作温度时,其升温速度在2℃/min。保温时间同上。
我们强调:模板与机头体必须同温、同步升温!

使用错误的工具安装造粒模板

使用正确的工具安装造粒模板
E、分阶段锁紧模板紧固螺钉
由于主机制造厂为了在出厂前进行冷测试运行,造粒模板是与机头体连接到一起的。在我们现场的升温过程都是与机头体同步进行。因此,有些供应商没有提供相应的更换模板安装、调试工艺程序。
我们业主在更换模板时,为了减轻前序的压力,往往要争取时间,尽快的更换模板,尤其是突发故障必须紧急更换模板。但是模板的载体——机头体,不可能在较短的时间内,将温度降低到室温。此时若强行将模板安装并锁紧,就会发生模板因温度升高产生的膨胀,无法按照自身的膨胀方向膨胀。
造粒模板的拆装调整
因此建议:
a现场紧急安装检验调试模板时,首先要关闭机头加热系统。
b吊装模板,旋进锁紧螺钉。第一次锁紧力,建议为最终锁紧力矩的三分之一。只是保证模板与机头的接触面,不漏料即可。
c接通导热油加热系统,给模板加热。
d当模板温度提升到100℃或150℃并按要求保温完成后,再进行第二次锁紧。锁紧力再增加三分之一。
e最后一次保温结束后,再将扭力扳手调到规定的扭矩锁紧螺钉。
造粒模板的拆装调整
正确锁紧模板螺钉的方式,由内而外对称锁紧的原则,让造粒模板随着温度的升高充分舒张。
安装护板之前,应该停止加热。最好模板温度降低到150℃以下。
F、切粒机主轴与小车水室端面垂直度的检查和调整
俗话说:“正人先正己”,在调整切粒机主轴与模板造粒带的垂直度之前,应当事先检查和调整切粒机主轴与小车端面的垂直度。因为他们之间是刚性连接。若强行将水室与机头模板对接,再调整主轴与模板造粒带的垂直度,会造成水室基座负责减震的弹性基础被牵拉变形,弹力降低,工作一段时间后,就会发生垂直度超差的问题。而且,其精度的重复性很难保证。


G、切粒机主轴与模板造粒带垂直度的检查和调整
用记号笔在造粒带外圆处做标注,将检验工具夹持在切粒机主轴上,小车与模板对接锁紧。安装百分表,表针接触造粒带无出料孔的边缘。盘车旋转,每到一个记号处,记录表值数据。
经过至少两圈的盘车记录,肯定起始点数据没有变化。计算误差数值,标定误差位置及方向。

根据检验的结果,调整小车四个轮子或者是水室下面的弹性减震基座。不可调整水室后面的调整螺钉。



