







发表时间: 2023-07-06 09:11:08
作者: 郭强等(云南石化,炼油技术与工程,化工活动家)
浏览: 1566
中石油云南石化渣油加氢装置共有3台加热炉,分别为I/II系列反应加热炉F-0101-I/II(设计热负荷12.21MW)和分馏加热炉F-0301(设计热负荷22.49MW),共用烟气余热回收系统。加热炉运行中主要存在以下的问题:
一是加热炉烟道气实际检测CO和氧含量、炉膛负压偏大,DCS显示值偏小,实际调节裕度偏小;
二是加热炉火嘴燃烧情况不好,存在偏烧、火焰发飘、熄灭的现象;
三是烟道排烟温度偏高,配风温度较低,造成加热炉热效率不高;
四是余热回收系统炉管腐蚀严重,影响烟道系统平稳运行。
针对上述问题,利用装置停工检修期间,对余热回收炉炉管进行检修改造,提高余热回收系统稳定性和加热炉热效率。
加热炉优化调整
01仪表维修调校
根据实际检测的CO含量、氧含量、炉膛负压数据,校验相关仪表,对比DCS显示值,进行偏差修正。根据准确的CO含量、氧含量、负压值进行优化调节,将氧体积分数控制在0.5%~2.0%,CO质量分数不大于50μg/g,炉膛负压控制在-20~-40Pa。为增加炉膛氧含量的可控性,对容易漏风的部分(防爆门、看火窗、点火门等),增加密封措施,降低空气过剩系数。
02火嘴前风道压力修正调节
第一阶段,提高鼓风机负荷(由42%提至47%),鼓风机出口压力从400kPa升至640kPa。根据炉膛负压相应提高引风机负荷(由36%提至40%)。开大加热炉入口温控副线,增加反应加热炉负荷,提高燃烧器燃烧效率。
第二阶段,开大各加热炉东西炉膛风道挡板,配合现场关小二次风门(开度由70%~80%降低至10%~20%),风道挡板开大后各风道分支压力由-24Pa增加至120Pa。
第三阶段,根据现场长明灯、主火嘴燃烧情况,熄灭问题火嘴,疏通管线,重新点燃火嘴,并调整火焰燃烧高度。
03调整汽包加药量
装置共有3台蒸汽发生器,所产低低压蒸汽汇集后均进入余热回收系统蒸汽过热部分。蒸汽炉管发生腐蚀泄漏前,各汽包每次换罐补充2.0kg磷酸盐,各汽包连排阀门开度较大,且经常发生炉水磷酸根超标情况,需要定期排放操作。为保证炉水pH值和磷酸根的指标满足要求,现将每台汽包的磷酸盐加注量改为1.5kg。关小各汽包连排阀门和减少定排次数,既保证了炉水质量合格,又减少了所产蒸汽的磷酸盐携带量,避免了对蒸汽过热段炉管腐蚀。
04提高过热段蒸汽流量
加热炉联合烟道排气温度偏高,最高时可达138℃,主要原因是加热炉的余热未得到充分的利用。在不改变现有工艺流程的情况下,主要调节手段是提高低低压蒸汽换热量,尽可能地多回收烟气的余热,降低烟道排气温度。因此将3台蒸汽发生器蒸汽压力由0.52MPa降至0.50~0.48MPa,低低压蒸汽发汽量由40t/h增加至44t/h,增加低低压蒸汽换热量,排烟温度由135℃降至123℃。
加热炉余热回收检修改造
2020年3月,利用I,II系列停工处理新氢线期间,对烟道过热段炉管进行检修,发现蒸汽过热传送或弯头多处焊缝甚至管线母材出现裂纹。该段曾在2019年9月、2018年2月、2018年10月进行过3次漏点修复。
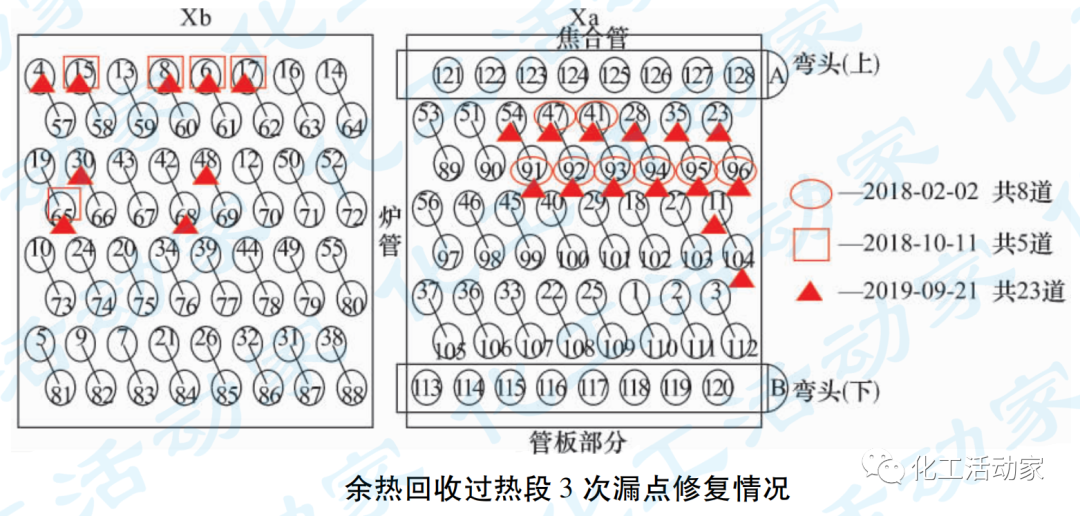
对3个母材有裂纹的弯头进行更换,焊缝进行缺陷修复。该过热段弯头材质为15CrMoG,尺寸为168mm×8mm,更换弯头材质为12Cr1MoVG。
01裂纹修复
蒸汽过热段炉管裂纹情况如下。
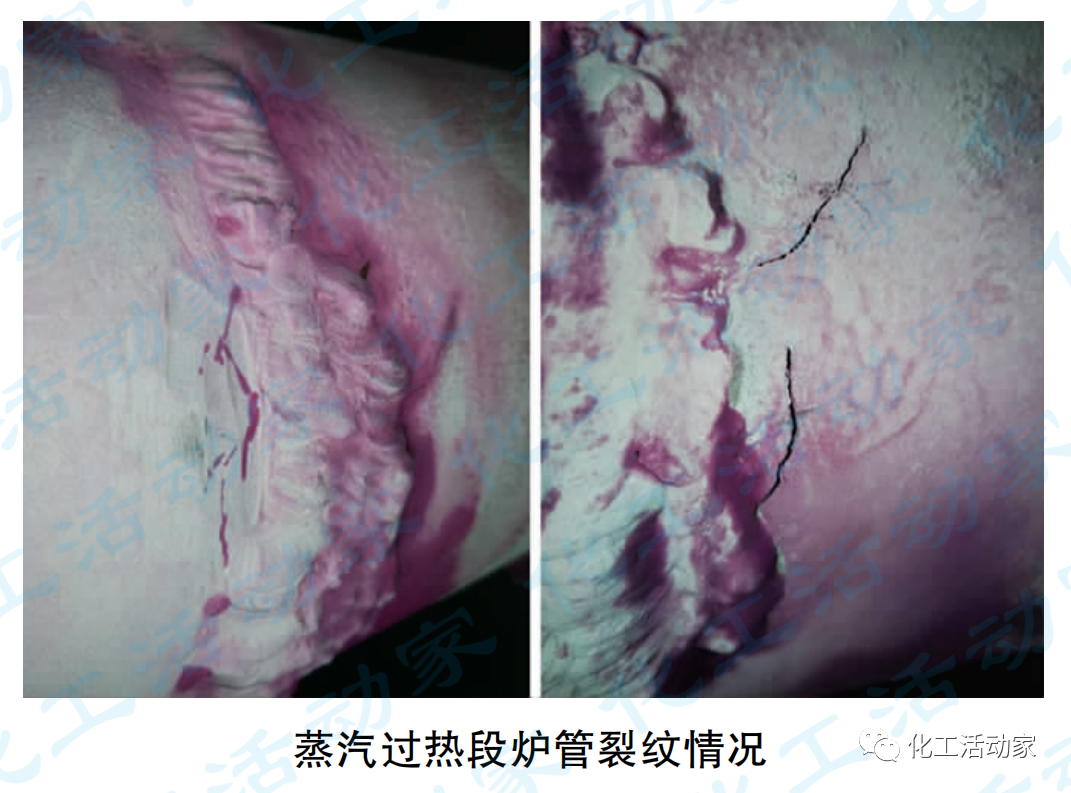
对于沿焊道方向的裂纹,采用角磨机进行打磨处理,将裂纹清除,沿裂纹延伸方向延长打磨5~10mm,使用电钻在裂纹末端钻孔将裂纹切断,沿与裂纹垂直方向打磨出1~2cm长的切口将裂纹切断,以防缺陷蔓延。对于裂纹沿管线轴线方向向母材扩展的,先用钻头在裂纹末端钻孔切断裂纹,再对裂纹进行打磨,将裂纹清除。
02更换弯头
对所有弯头采用角磨机沿两端焊缝切下,按焊接工艺要求制备坡口重新焊接安装新弯头,坡口制备为对接V形坡口。焊接前要对焊接位置进行预热,预热温度控制在150~250℃。焊前热处理采用电加热或氧炔焰火烤加热的方式。若不能立即进行焊后热处理,要在焊接完成后立即进行后热,后热温度宜为200~350℃,保温时间不少于0.5h。焊后热处理工艺按如下所示热处理曲线执行。
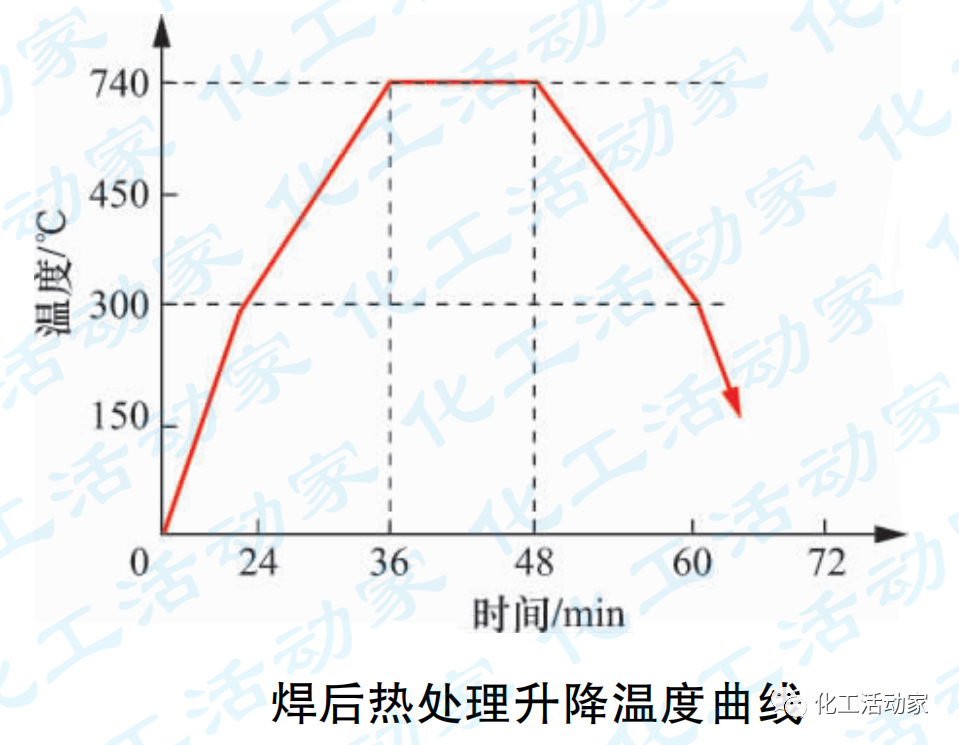
升温速度不大于220℃/h,300℃以下升温速度不做要求;保温温度740℃,保温时间0.5h;降温速度不大于260℃/h,300℃以下降温速度不做要求。
03质量检测
焊后对补焊位置先进行外观检查,检查合格后,待焊接位置自然冷却,进行渗透检测。焊接施工结束后,通入低低压蒸汽对蒸汽过热段进行试压检查,合格后恢复箱板、保温层施工。
04检修改造效果评估
余热回收系统检修改造期间,发现管线焊口周围沉积较多的白色碱性物质,经化验为碱性盐类,原因可能是低低压蒸汽中携带磷酸盐成分较多,造成了管线腐蚀泄漏。发现炉管腐蚀严重后,装置重新调整汽包加药量,并优化汽包液位、压力等参数,保证炉水质量合格的同时,也减少所产蒸汽的磷酸盐携带量,降低蒸汽管线碱性腐蚀。通过提高炉管材质等级、优化换热流程,提高烟气换热效率和配风温度,提高余热回收部分运行稳定性和加热炉效率。
加热炉达标分析
以各季度加热炉实测运行热效率、排烟温度、CO含量、氧含量平均值为基础,装置按照加热炉设备状况、热负荷、设计效率等实际情况,对加热炉进行季度评定。加热炉各项参数分析结果如下。
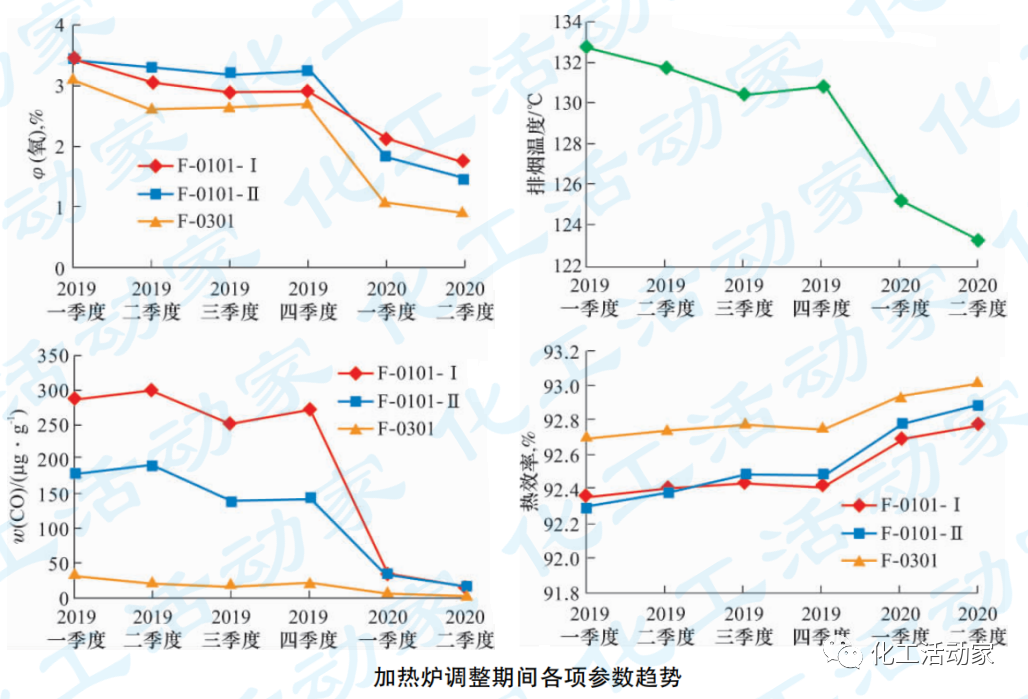
由上图可以看出,加热炉优化调整后,2020年二季度各项工艺参数成功达到“红旗炉”标准:炉膛过剩氧体积分数0.5%~2.0%,烟气CO质量分数不大于50μg/g,烟道排烟温度123℃以下,平均热效率92.8%以上。
加热炉经济衡算
01燃料气经济衡算
2019年四季度日均燃料气耗量是74000m3,2020年一季度日均燃料气耗量是69000m3,2020年二季度日均燃料气耗量是67000m3。加热炉优化调整后,每天约减少7000m3燃料气,燃料气工业价格1.50~1.60元/m3,每天可以减少约1.0万元。装置以80%负荷计算,2019年四季度、2020年一季度、2020年二季度燃料气能耗分别为240.32,224.83,216.88MJ/t。优化调整后,装置综合能耗下降约23.46MJ/t。
02低压蒸汽经济衡算
低低压蒸汽产量增加后,装置综合能耗有所下降。装置以80%负荷计算,低低压蒸汽发汽量由40t/h增加至44t/h,低低压蒸汽工业价格200~220元/t,收益每天可以增加约12万元。低低压蒸汽能耗由-256.65MJ/t降低至-290.56MJ/t。优化调整后,装置综合能耗下降约33.91MJ/t。
03工艺防腐经济衡算
2020年3月,装置对烟道过热段炉管进行检修改造,改造后,预计烟道炉管使用寿命能够提高1.5~2.0倍。本次检修改造费用是420万元,改造后至今未发生异常泄漏事件。改造后,余热回收换热效率及配风温度明显提升,检修改造后至今未发生异常泄漏。检修改造总共能够减少约520万费用。
结论
(1)通过对余热回收系统检修改造,烟气换热效率和配风温度均有明显上升,加热炉热效率有所上升,余热回收系统运行平稳。
(2)加强加热炉日常运行管理:
①加热炉氧体积分数控制在0.5%~2.0%,辐射室顶部负压控制在-20~-30Pa,同时保证烟气中CO质量分数小于50μg/g;
②全关空气预热器副线阀,尽可能降低排烟温度至123℃左右;
③每周对所属加热炉运行情况检查一次,优化“三门一板”操作调整,确保加热炉在最佳工况状态运行;
④严格监测燃料气硫含量,根据硫含量测算烟气露点腐蚀温度,避免由于排烟温度过低造成余热回收设备腐蚀。


