







发表时间: 2023-10-08 10:22:10
作者: 石油化工设备维护与检修网
浏览: 1641
摘要:炼化装置发生的事故大部分是因为设备、管道腐蚀泄漏造成的。为了掌握设备的腐蚀状况,炼化装置大修时,采用涡流检测技术对换热器管束进行了腐蚀检查,全方位掌握了冷换设备的腐蚀状况,准确评估管束的缺陷等级,预测在用冷换设备管束的使用寿命。拟定了隐患整改措施,降低腐蚀泄漏风险。

关键词:炼化装置;腐蚀泄漏;涡流检测;换热器管束;腐蚀检查
冷换设备是石油化工行业设备的重要组成部分,冷换设备管束的特殊结构使其成为检验的盲区,冷换设备管束长期处于腐蚀介质和交变应力的作用下,容易产生腐蚀。
原始的检验方法主要采用清洗、试压,找出泄漏换热管,进行堵漏处理,经试压合格后安装。这种方法无法预测管束的壁厚减薄情况及使用寿命。运行一段时间后再次发生泄漏,进行停工处理,既耽误正常生产,又产生经济损失,更重要的是极易引发重大安全事故。
涡流检测技术从管束原始资料调查、试漏堵管情况、测厚、涡流检测、管板与换热管焊缝腐蚀状况、管板密封面、防腐层、防冲板、管束其他部件以及清洗情况等各方面进行综合检测和评价,得出管束综合评定结果,能够预测在用冷换设备管束的使用寿命。
1 涡流检测原理
涡流检测包括常规、远场及近场涡流检测。涡流检测的原理是电磁感应,金属材料在交变磁场的作用下产生涡流,由接收涡流信号的大小和分布可检测出铁磁性和非铁磁性金属材料的缺陷。涡流检测主要根据材料的磁导率、电导率特性,应用对比试样来评定在役设备的电磁特性。根据电磁特性的变化,推算在役设备的壁厚损失情况、缺陷大小、形状及方位等信息[1-2]。
1.1 常规涡流检测技术原理及应用范围
常规涡流检测技术应用范围为不锈钢类、钛、钛合金类及有色金属类。常规涡流检测技术原理见图1。当载有交变电流的检测线圈靠近导电试样时,由于线圈中交变电流产生交变磁场,从而试件中会感应出涡流。涡流的大小、相位及流动形式受到试件导电性能等的影响,而涡流的反作用磁场又使检测线圈的阻抗发生变化。通过测定检测线圈阻抗的变化,就可以得出被测试件的导电性差别及有无缺陷等方面的结论[3-4]。
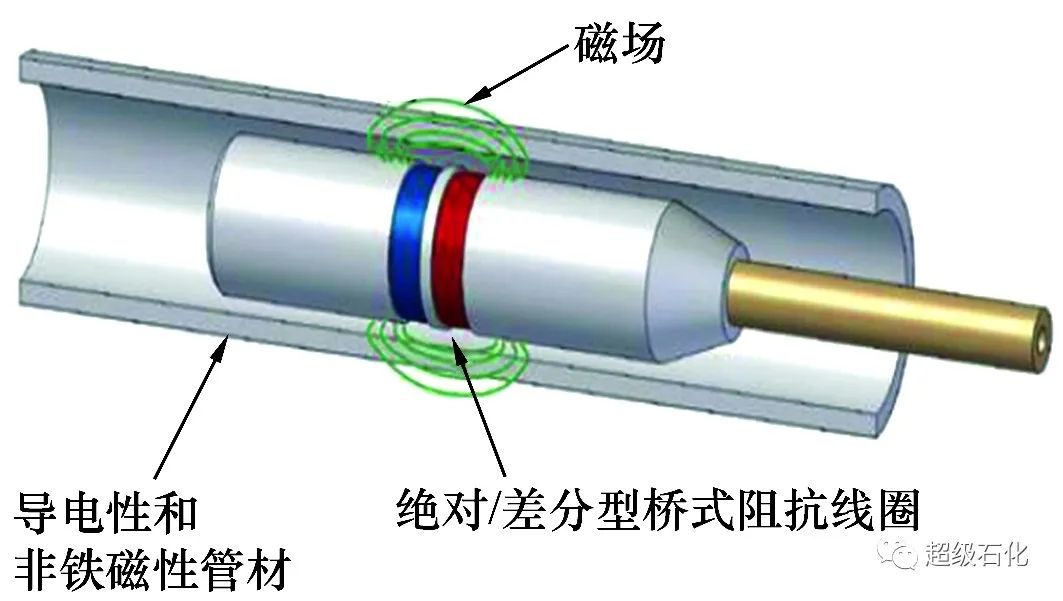
图1 常规涡流检测技术示意
1.2 远场涡流检测技术原理及应用范围
远场涡流检测技术应用范围见图2。其应用范围为碳钢类、合金钢类及双相不锈钢,RFT探头有两个线圈(激励线圈和检测线圈)是发射-接收的结构,间距为管径的2~3倍。激励线圈由交流电激发产生交流场,由激励线圈出发,穿过管壁,沿着管的轴向,再穿过管壁返回到检测线圈。每次穿过管壁时,电磁场经历时间(相位)延迟并且振幅衰减。当探头移动到壁厚减薄的区域时,在检测线圈之间所需的穿行时间减少并且衰减减小。因此在壁厚减薄处,信号相位(飞行时间)和振幅(信号强度)均增强,用相位和振幅来确定换热管壁厚减薄深度和周向范围[5]。
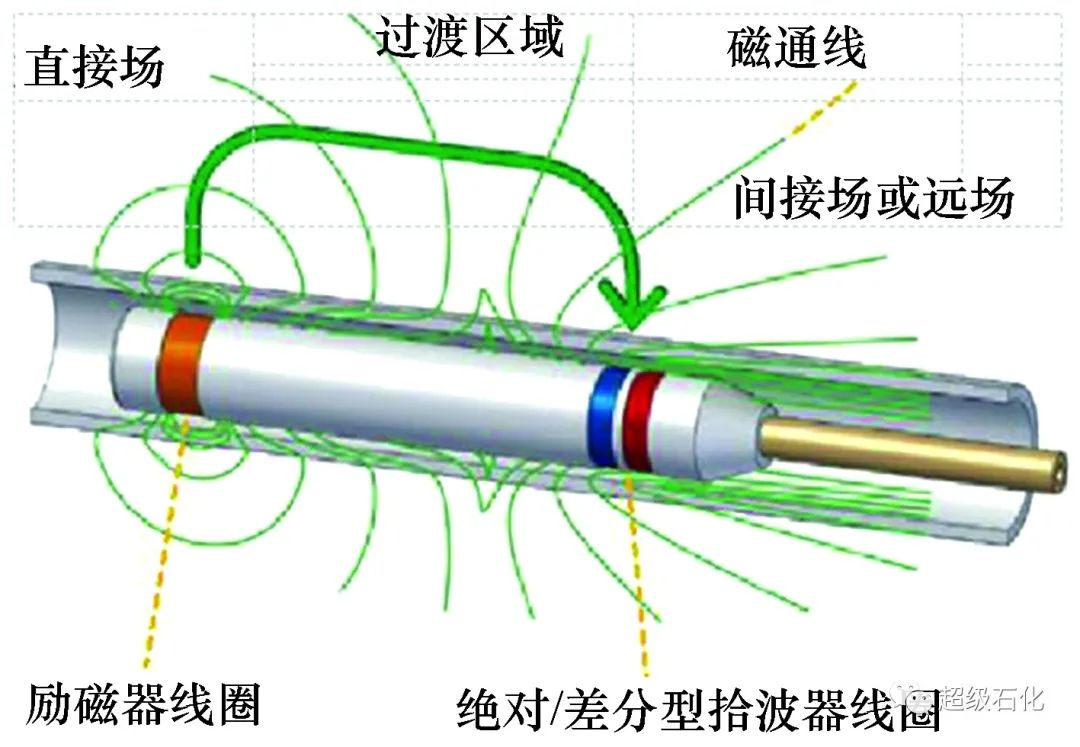
图2 远场涡流检测技术示意
1.3 近场涡流检测技术原理及应用范围
近场涡流检测技术见图3。其应用范围为碳钢管件内壁、空冷设备。近场涡流检测技术的涡流渗透深度仅限于管件的内表面,管件外表面的翅片不会对涡流信号产生影响,NFT(近场涡流检测)是翅片式碳钢管件的检测方式,适用于探测碳钢管件内壁的均匀腐蚀、侵蚀和点蚀[6]。
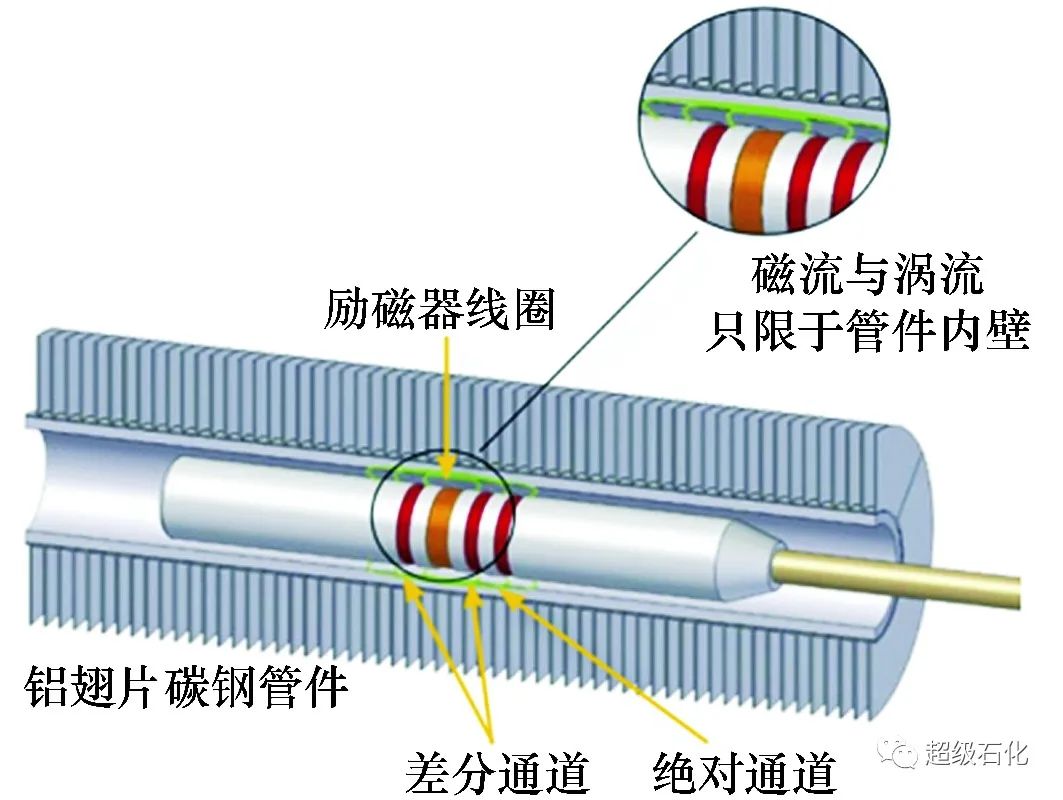
图3 近场涡流检测技术原理示意
2 涡流检测技术在炼化装置中的应用
2019年某石化公司停工大检修期间,对常减压、重油催化、柴油加氢及乙烯裂解等16套装置共计260台冷换设备进行了涡流检测,通过检测发现需更换设备53台,监控使用59台,各部分占比见图4。在检测的总数中碳钢系列的管束占绝大部分,同一台设备中,部分管子腐蚀严重,腐蚀严重的管子占30%以上。碳钢管束主要存在以下腐蚀形态:垢下腐蚀、粘泥腐蚀、油气冲刷腐蚀、无机酸腐蚀、碱腐蚀、盐腐蚀、有机酸腐蚀、氢腐蚀及电化学腐蚀等。这些腐蚀形态造成管束不同程度的腐蚀,管子壁厚均匀或局部减薄、部分管子壁厚最大坑深接近于穿孔,管束出现坑蚀等腐蚀现象。
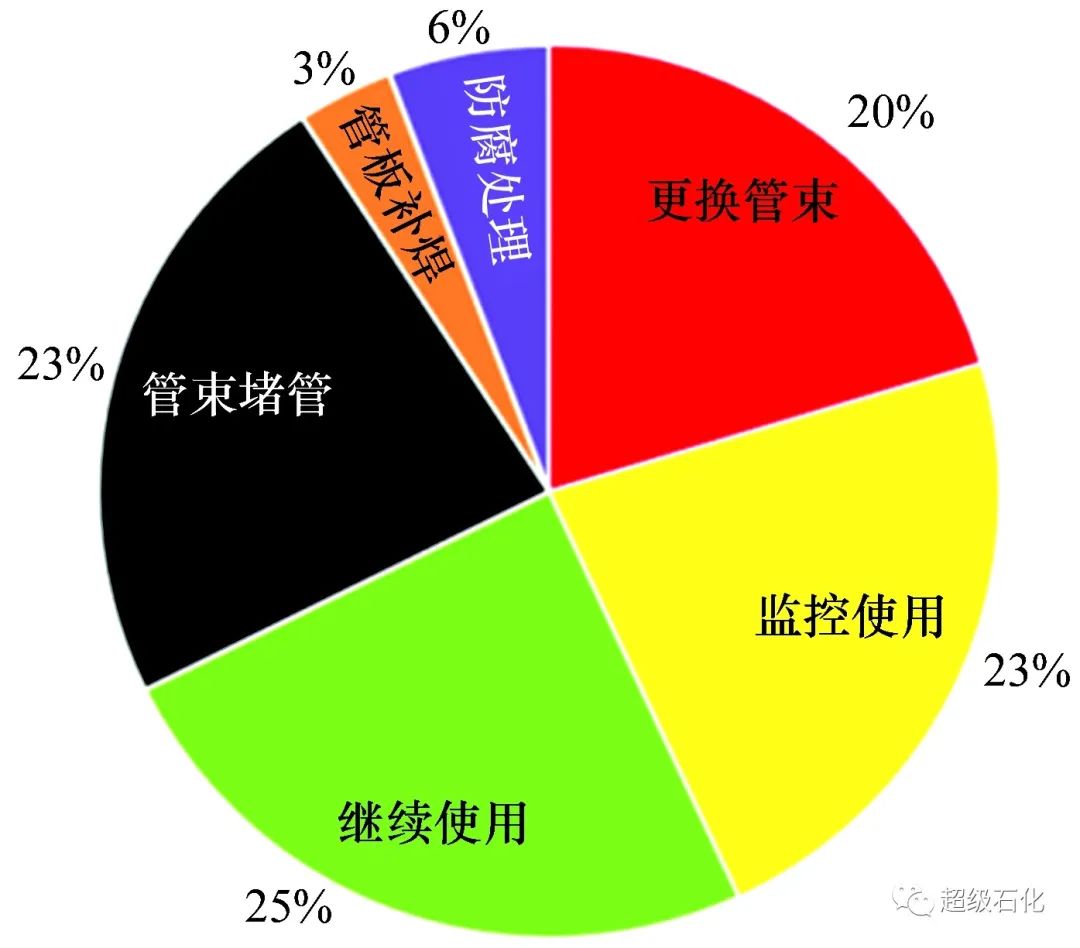
图4 涡流检测情况
2.1 常减压装置E-503/3换热器涡流检测
对该管束进行涡流检测共计72根,抽检率10%。宏观检测发现管板防腐层局部脱落,脱落部位焊缝出现严重坑蚀,焊缝局部脱焊;换热管内壁在管端部位防腐层脱落,脱落部位存在均匀腐蚀、严重坑蚀,坑深1.5 mm(见图5)。
涡流检测情况:通过对该管束72根涡流检测图谱进行分析,该管束重点腐蚀部位主要集中在靠近换热器管板部位,其中14根换热管壁厚损失大于40%,8根换热管壁厚损失大于30%,缺陷换热管占30%。该换热管图谱见图6。分析可知,在靠近管板部位,条形图向左侧偏移,波形为单峰波形,说明在该部位存在严重坑蚀缺陷。通过宏观检查和涡流检测综合分析,该换热管束重点腐蚀部位主要集中在防腐层脱落部位,换热管局部有严重坑蚀。

图5 换热管内壁出现严重坑蚀
腐蚀原因分析:在防腐层的空隙或缺陷处,易发生局部坑蚀,这是因为在防腐层缺陷处的金属与防腐层完好处的金属形成电偶腐蚀电池,防腐层缺陷处为阳极,防腐层完好处为阴极,由于阴极面积远大于阳极面积,形成大阴极小阳极腐蚀电池,形成阳极区高度集中的局部腐蚀形式,局部腐蚀一旦形成,在腐蚀区域周围生成铁锈及其他沉淀物,使孔内介质处于滞留状态,形成闭塞电池,随着孔内金属离子的增加,吸引孔外溶液中的阴离子扩散至闭塞电池内部,发生水解,孔内酸度明显增加,从而使蚀孔内金属腐蚀速率进一步加快,加速金属的腐蚀。
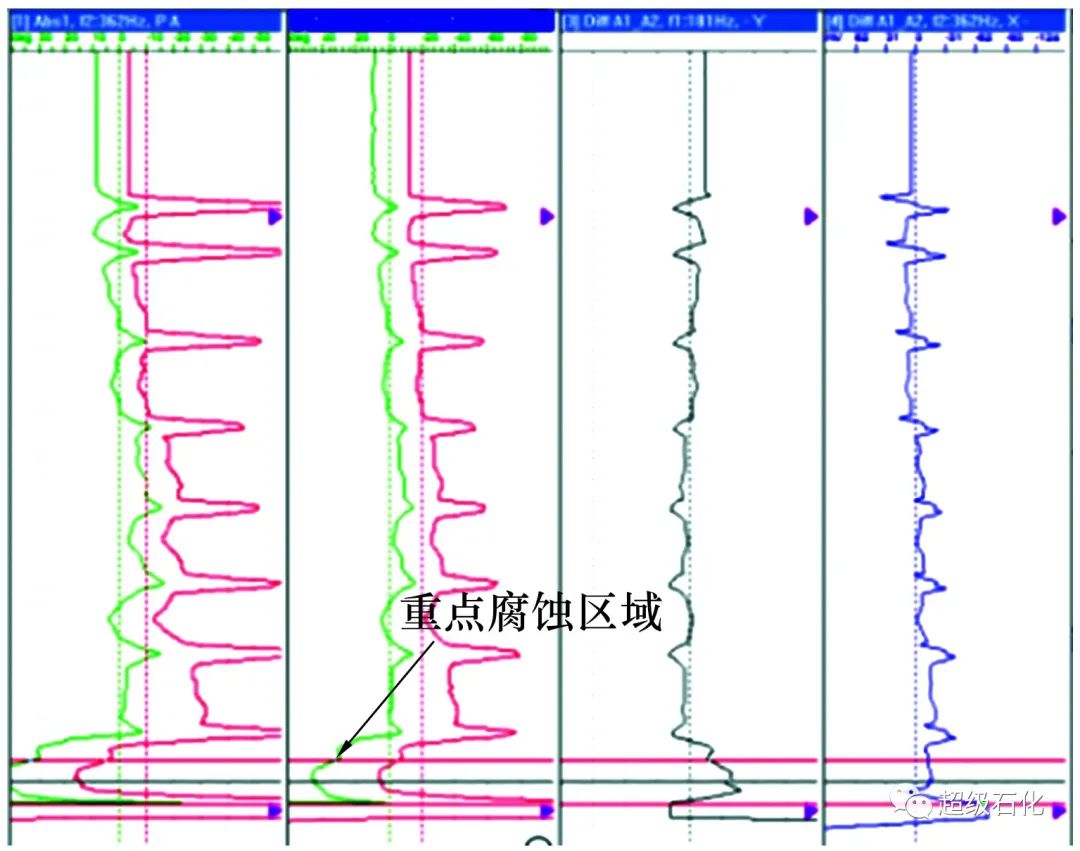
图6 换热管涡流检测图谱
2.2 延迟焦化装置E-109/4涡流检测
对该管束进行涡流检测共计93根,抽检率20%。宏观检查发现该换热管束内壁出现局部坑蚀(见图7),换热管外壁靠近管板部位存在严重腐蚀、局部腐蚀穿孔(见图8)。

图7 换热管内壁坑蚀

图8 换热管外壁严重腐蚀及穿孔
涡流检测情况:通过对该管束93根涡流检测图谱进行分析,该管束重点腐蚀部位主要集中在靠近换热器管板壳程介质进口区域,其中60根换热管壁厚损失大于40%,已无法满足长周期安全稳定运行,需更换管束。缺陷换热管占64%,第1排至第20排管子均存在腐蚀缺陷(见图9)。该换热管涡流检测图谱见图10。分析可知,在图中指示部位条形图向左侧发生偏移,该波形为双峰波形,该换热管存在叠加缺陷(长周向腐蚀缺陷+单边坑蚀)(见图10)。
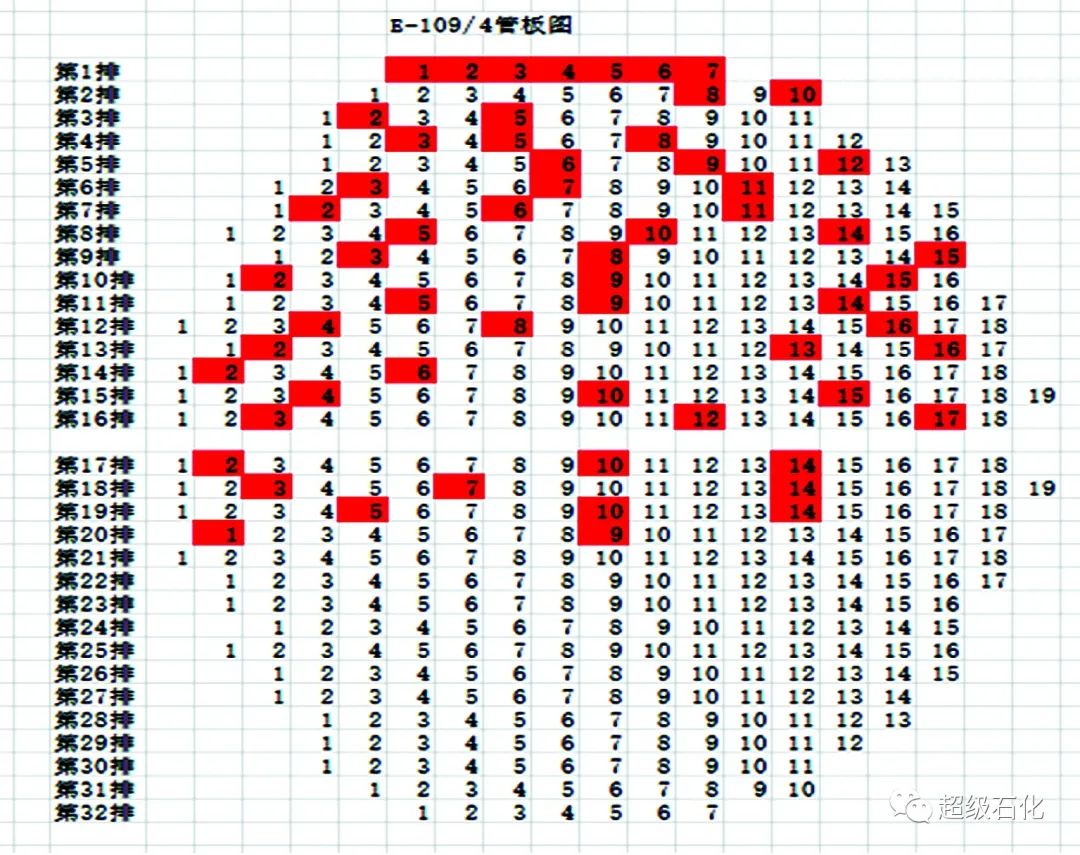
图9 60根腐蚀严重的换热管位置
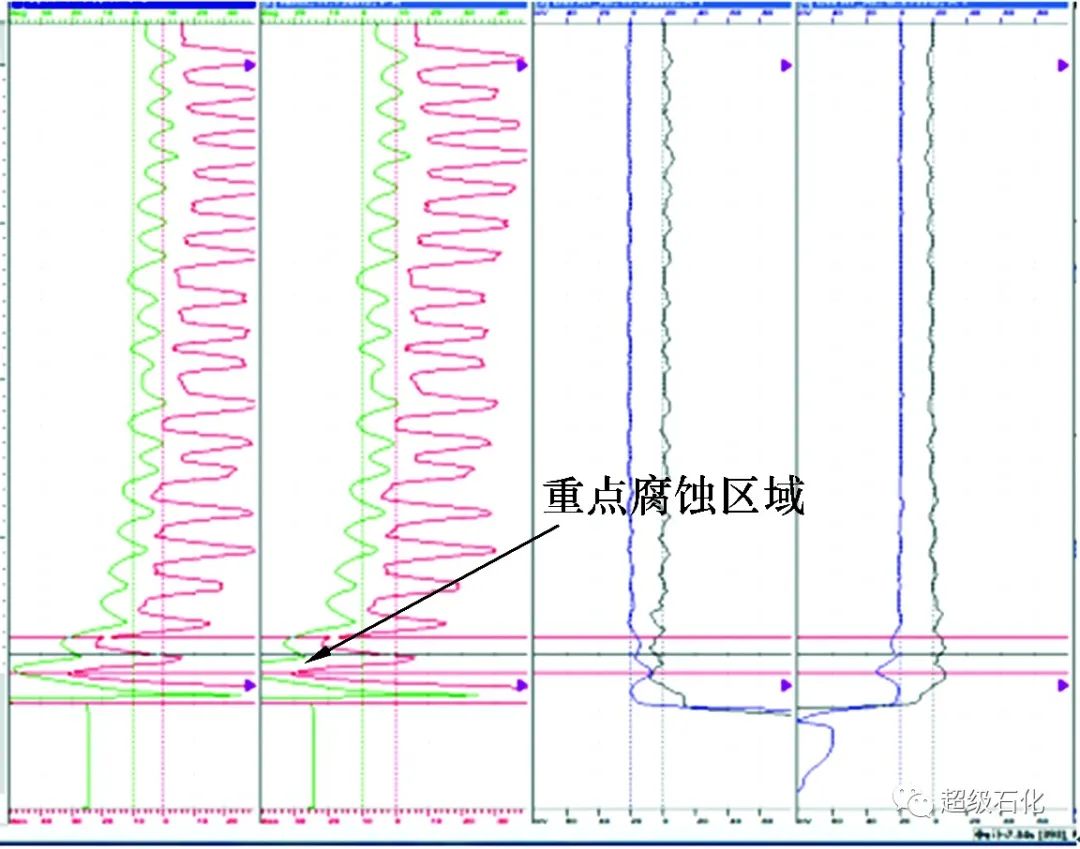
图10 管束E-109/4涡流检测图谱
腐蚀原因分析:通过宏观检查和涡流检测综合分析,该管束换热管在介质入口区域无防冲板,在管束介质入口区域形成冲刷腐蚀。在介质入口区域,介质湍流的机械作用、气泡冲击作用和气泡中氧的去极化作用造成换热管的局部严重腐蚀,使管壁迅速减薄,甚至穿孔。
2.3 酸性水汽提装置E-105涡流检测
通过对该管束123根换热管涡流图谱进行分析,换热管存在均匀腐蚀、严重坑蚀缺陷及局部腐蚀穿孔(见图11),该管束重点腐蚀主要集中在上半管程,部分换热管壁厚损失大于40%,重点腐蚀部位主要集中在第1排、第18排到第28排靠近管板侧第2至3折流板附近,均存在腐蚀缺陷,共计12排换热管壁厚损失较大。
 图11 E-105外壁腐蚀
图11 E-105外壁腐蚀
通过对第1排第18根换热管涡流检测图谱分析,在第2至3折流板区间条形图向左侧发生偏移,为单峰波形,表明在该部位存在单边腐蚀缺陷(见图12)。通过对第28排第2根换热管涡流检测图谱分析,在第2至3折流板区间条形图向左侧偏移,该波形为双峰波形,该换热管存在长周向腐蚀缺陷+坑蚀缺陷(见图13)。
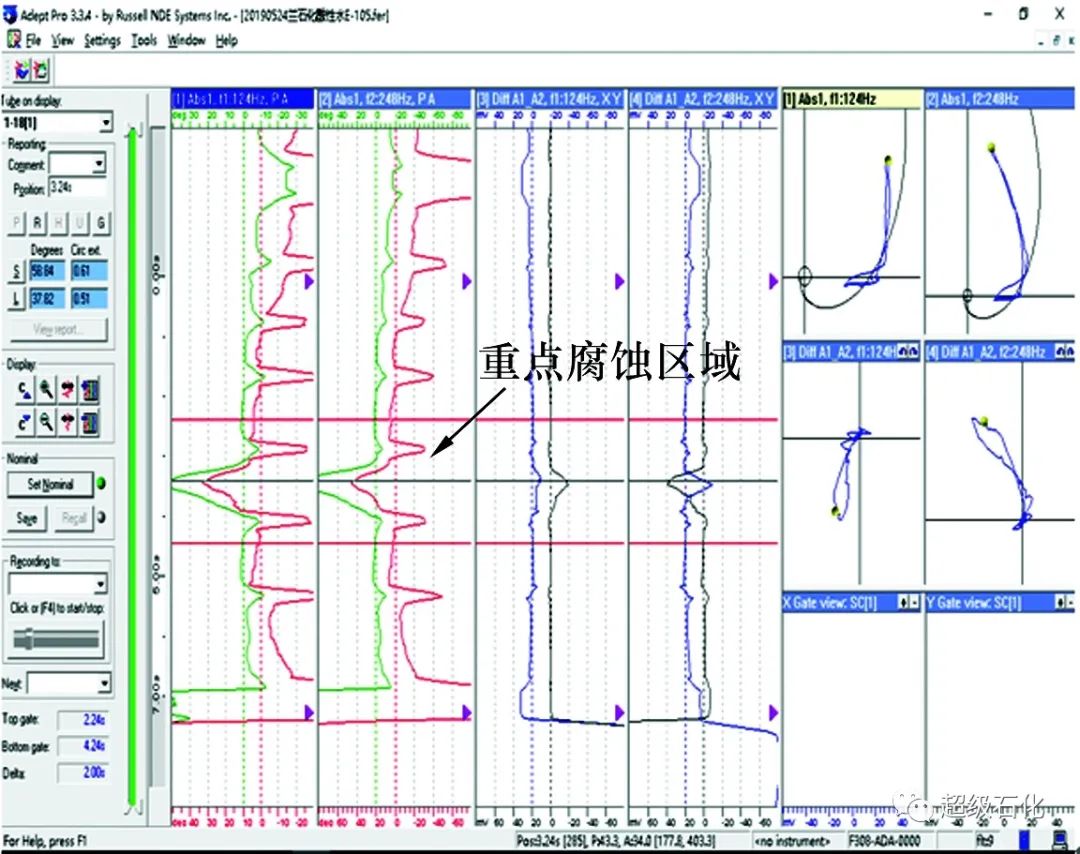
图12 E-105管束1-18换热管涡流图谱
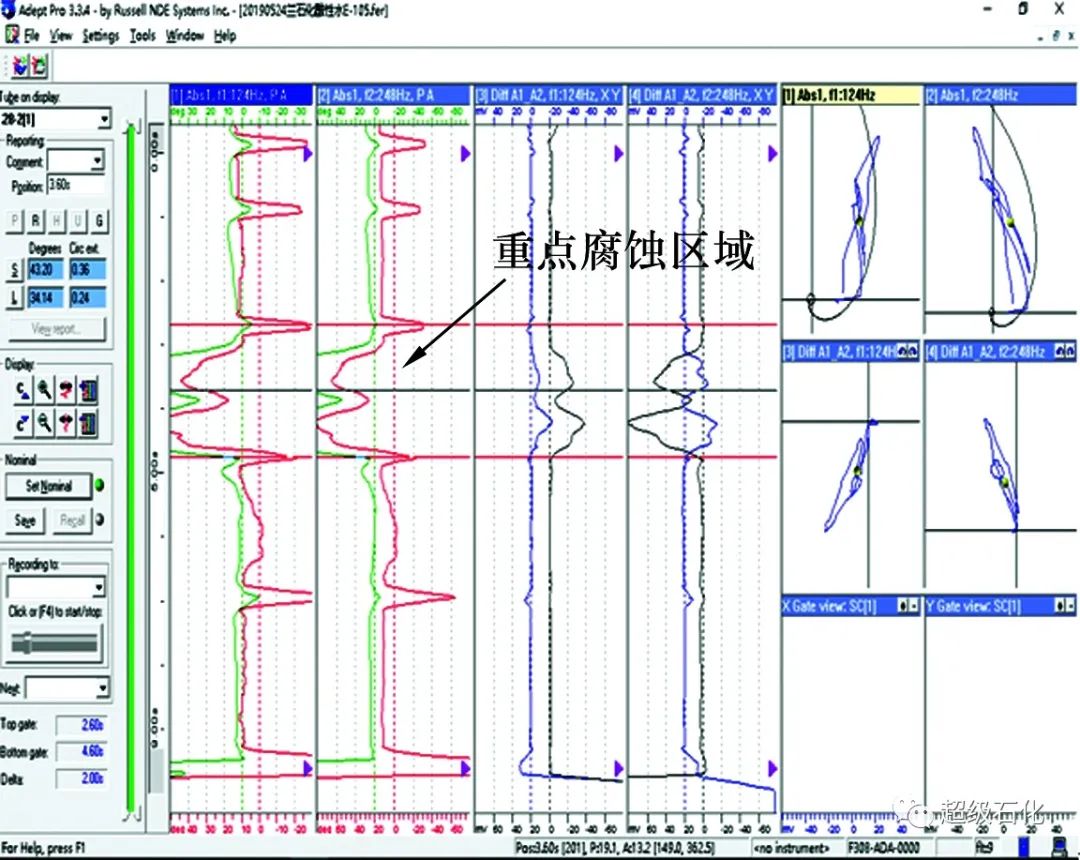
图13 E-105管束28-2换热管涡流图谱
3 结 语
以往冷换设备更换是根据设备使用年限及堵管情况进行更换,对换热管束的内部腐蚀情况无法预测,通过对260台冷换设备进行涡流检测及时发现设备存在的问题及缺陷,掌握设备的腐蚀状况,并制定有针对性的处理措施。根据涡流检测结果及设备腐蚀情况,对检测管束进行缺陷等级评估,为下一周期制定检修计划提供参考,采用涡流检测技术可以提前掌握冷换设备的腐蚀状况,为预知检修、管束更新提供了科学依据,为装置长周期安全稳定运行提供了技术保障。
通过涡流检测可评估出换热器管束的状态,计算出腐蚀速率,估算出换热管束的使用寿命,对该换热管束是否可用做出准确判断。这种评定和检测方法具有代表性、全面性、科学性,比较符合实际状况,填补了以往在换热器管束检验上的空白,更重要的是,通过涡流检测技术能够全方位检测出腐蚀状况,避免了漏检而得出错误的结论,能有效地控制事故的发生。


